Ranurado exterior
El objetivo del ranurado es conseguir una gran productividad. El ranurado exterior suele ser menos exigente que el tronzado y por ello es más fácil conseguir seguridad en el proceso. Esto permite centrar la atención en mejorar la productividad, especialmente en ranuras anchas porque requieren más tiempo y tienen un impacto mayor sobre el tiempo total de mecanizado de la pieza que una ranura pequeña.
Métodos de ranurado exterior
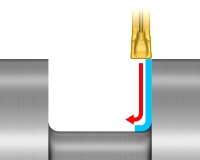
En ranuras profundas, la seguridad del proceso puede suponer un reto debido a la necesidad de emplear voladizos largos, la dificultad de evacuar la viruta y la complejidad de garantizar el acceso del refrigerante al filo. El ranurado con un solo corte es el método más económico y productivo para generar ranuras. Sin embargo, si la profundidad de la ranura es superior al ancho de la plaquita, es posible utilizar ranurado múltiple, torneado con avance axial, mecanizado en rampa o perfilado para crear la ranura. En ranurado exterior, la primera elección será una herramienta con refrigerante de alta precisión.
Consejos de aplicación: cómo aplicar ranurado exterior
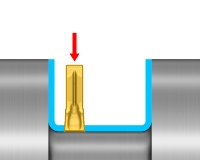
Ranurado con un solo corte
El ranurado con un solo corte es un método económico y productivo de generar ranuras. Al aplicar un solo corte, deben tenerse en cuenta estos aspectos:
- Si el acabado superficial es extremadamente importante, use una geometría de plaquita con tecnología Wiper
- Asegúrese de que usa una plaquita con las tolerancias, radios de punta y anchos correctos. Se recomienda usar plaquitas rectificadas (p. ej. -GF)
- Si trabaja con producciones en serie, use una plaquita con el perfil y chaflán correctos. Si no la encuentra en la gama estándar, merece la pena invertir en nuestras plaquitas Tailor Made.
Desbaste de ranuras anchas
Los métodos más habituales para producir ranuras anchas o para tornear en escuadra son:
- Ranurado múltiple
- Torneado con avance axial
- Mecanizado en rampa
Los tres métodos son operaciones de desbaste y deben ir seguidas de una operación de acabado individual.
Norma empírica: si el ancho de la ranura es menor que su profundidad, utilice el método de ranurado múltiple; si fuera a la inversa, utilice el torneado con avance axial. Para piezas delgadas se puede utilizar el método de mecanizado en rampa.
Ranurado múltiple
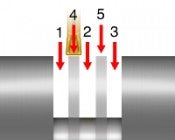
- Para ranuras profundas y anchas (profundidad superior al ancho)
- Las pestañas que quedan para los cortes finales (4 y 5) deben ser más estrechas que la plaquita (CW -2 x radios de punta)
- Incremente el avance un 30–50 % para mecanizar las pestañas
- La primera elección en cuanto a geometría es –GM
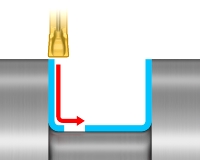
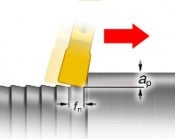
Torneado en plunge

- Para ranuras más anchas y superficiales (ancho superior a la profundidad)
- No avance contra la escuadra
- La primera elección en cuanto a geometría es -TF y -TM
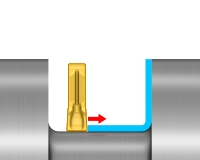
Mecanizado en rampa (torneado/perfilado)

- Mejor control de la viruta
- Reduce las fuerzas de corte radial y el desgaste en entalla
- La primera elección en cuanto a geometría es -RO y -RM
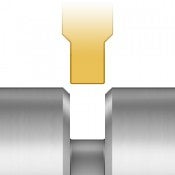
Torneado en acabado de una ranura
- Opción 1: utilizar una geometría de torneado
- Opción 2: utilice una geometría de perfilado para, p. ej., ranuras con radios grandes
- La profundidad de corte radial y axial recomendada es de 0.5 a 1.0 mm (0.02–0.04 pulg.)
Torneado y ranurado exterior
Torneado con una plaquita para tronzar y ranurar
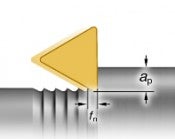
- En torneado lateral use una profundidad de corte (ap) superior a los radios de punta de la plaquita
- Efecto Wiper: la velocidad de avance por profundidad de corte (fn/ap) debe ser relativamente alta para garantizar una ligera flexión de la herramienta y plaquita. Esto ofrece incidencia entre el filo y la superficie para mecanizar
- Un valor fn/ap demasiado bajo provoca roces de la herramienta, vibraciones y un acabado superficial deficiente
- ap máx. = 75 % del ancho de la plaquita
| Acabado superficial | |||||
Ra µm | |||||
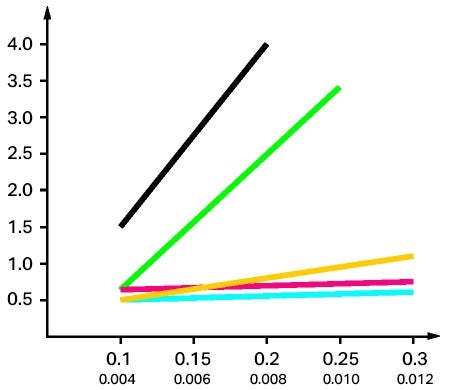 | |||||
Avance, fn mm/r pulg./r |
 | TNMG 160404 |
 | TNMG 160408 |
 | Plaquita de T&R -5 mm -RM |
 | Plaquita de T&R -4 mm -TF |
 | Plaquita de T&R -6 mm -TM |
En el diagrama se muestra el acabado superficial de las plaquitas de tronzado y ranurado comparado con el de una plaquita TNMG con un radio de punta de 04 o 08.
Torneado de una ranura
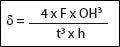
En el torneado lateral, la herramienta y la plaquita se deben flexionar. Sin embargo, una flexión excesiva puede provocar vibración y roturas:
- Una lama más gruesa reduce la flexión
- Un voladizo más corto (OH) reduce la flexión (δ)
- Evite las operaciones de torneado con herramientas largas o delgadas

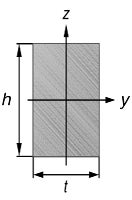
Un voladizo más corto reduce la flexión lateral
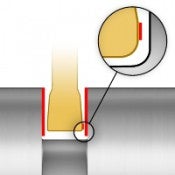
Rebajado y ranurado exterior
Hay muchas piezas que requieren una operación de rectificado o roscado. Es necesario crear un espacio para poder rectificar o roscar hacia la escuadra; por ello recomendamos utilizar plaquitas específicas para la operación de rebaje. Por ejemplo: T-Max Q-Cut® y CoroCut® de 1 y 2 filos