
CoroDrill® DE10
La broca de punta intercambiable para un elevado volumen de mecanizado de agujeros

Aplicación con brocas 3–8×D
No hay ninguna diferencia en la aplicación de 3×D u 8×D en cuanto a las recomendaciones de avance. Los datos de corte aplicados deben encontrarse en el rango de valores recomendados.

CoroPlus® Tool Guide
Encuentre los últimos datos de corte actualizados para todos los grupos de materiales y productos en la CoroPlus® Tool Guide. Seleccione los parámetros de la pieza y el sistema generará los datos de corte del punto de partida.

Llave de montaje
En cada caja de brocas se incluye una llave de montaje compatible con la gama completa de brocas. La llave de montaje ofrece una gran visibilidad durante el proceso de montaje y puede reciclarse fácilmente.
Número de pedido: 5680 300-01

Tapa de plástico con anillos
La tapa de plástico mejora la ergonomía y evita el riesgo de astillamiento del metal duro. El diseño transparente y los anillos guía facilitan su uso.
Número de pedido: 5680 300-20
Instrucciones de montaje
- Lubrique las superficies de contacto antes de montar la punta de la broca para maximizar la vida útil del adaptador.
- Coloque la punta de la broca en el asiento de la punta girada unos 60 grados desde la posición final. Coloque la llave en las sujeciones de llave.
- Monte o desmonte la punta.
Recomendaciones de geometría y calidad
Geometría -M5
- Una geometría para todos los materiales

Calidad GC4334

- Sustrato tenaz con un alto contenido de Cr y grano fino con recubrimiento de PVD (AlTiN) producido con la tecnología Zertivo®
- Alta fiabilidad, con elevada seguridad del filo, que proporciona una gran resistencia al filo de aportación y al astillamiento
Calidad GC2334

- Sustrato de grano fino tenaz con un alto contenido de Cr y un recubrimiento multicapa fino de PVD (AlTiN) producido con la tecnología Zertivo®
- Para una gran fiabilidad y una resistencia al astillamiento y a la formación de escamas optimizada en el margen de faceta
Recomendaciones de agujero pasante
Al taladrar agujeros con geometría -M5, utilice una longitud de punta (PL) + 1 mm (0.039 pulg.) para asegurarse de que la punta de la broca atraviesa completamente la salida del agujero. El valor exacto de PL se puede consultar en la página web del artículo.

| Tamaño del adaptador de la punta de la broca | DC mín.–máx., mm | PL mín–máx. | PL mín–máx. |
| mm | pulgadas | ||
| 090 | 09.00–09.49 | 1.27–1.31 | 0.050–0.052 |
| 095 | 09.50–09.99 | 1.34–1.38 | 0.053–0.054 |
| 100 | 10.00–10.49 | 1.41–1.45 | 0.056–0.057 |
| 105 | 10.50–10.99 | 1.48–1.52 | 0.058–0.060 |
| 110 | 11.00–11.49 | 1.55–1.59 | 0.061–0.063 |
| 115 | 11.50–11.99 | 1.62–1.66 | 0.064–0.065 |
| 120 | 12.00–12.49 | 1.69–1.73 | 0.067–0.068 |
| 125 | 12.50–12.99 | 1.76–1.80 | 0.069–0.071 |
| 130 | 13.00–13.49 | 1.83–1.87 | 0.072–0.074 |
| 135 | 13.50–13.99 | 1.90–1.94 | 0.075–0.076 |
| 140 | 14.00–14.99 | 1.99–2.07 | 0.078–0.081 |
| 150 | 15.00–15.99 | 2.13–2.21 | 0.084–0.087 |
| 160 | 16.00–16.99 | 2.27–2.34 | 0.089–0.092 |
| 170 | 17.00–17.99 | 2.41–2.49 | 0.095–0.098 |
Operaciones avanzadas
Aviso: No se recomiendan estas operaciones avanzadas, pero si es necesario, siga las directrices que se indican a continuación. Los resultados pueden variar en función del material de la pieza y de la longitud de taladrado.
| Entrada de superficie angular | Salida de superficie angular | Superficie convexa | Superficie cóncava | Agujeros cruzados | |
| Condiciones previas | Ángulo ≤10° | Ángulo ≤30° | Radio mínimo de superficie: 4×D | Radio mínimo de superficie: 1×D | Diámetro mínimo recomendado en el agujero que debe cruzarse: 2×D |
| Velocidad de corte, vc | Utilice el valor recomendado para el material de la pieza | ||||
| Avance, fn | Valor de inicio; reduzca el avance a 1/3 del avance recomendado | ||||
Recomendaciones de excentricidad
La excentricidad se ve afectada, por ejemplo, por el estado de la máquina, el portaherramientas y el montaje.
Preferible: ≤0.03 mm (0.0012 pulg.)
Aceptable: ≤0.06 mm (0.0024 pulg.)
No aceptable: >0.06 mm (0.0024 pulg.)

Aplicaciones de torneado
En aplicaciones con broca estacionaria, una gran desalineación afecta gravemente a la seguridad del proceso y la estabilidad de la herramienta. Siga siempre estas recomendaciones.
Preferible ≤0.10 mm (0.0039 pulg.)
Aceptable ≤0.20 mm (0.0079 pulg.)
No aceptable >0.20 mm (0.0079 pulg.)

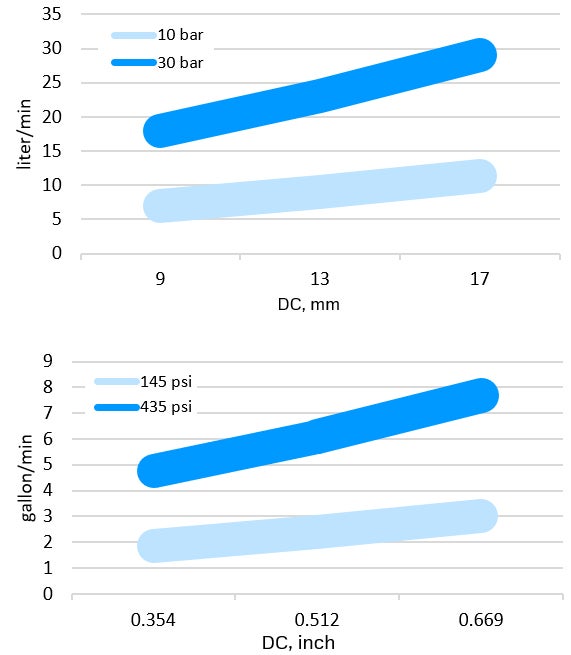
Recomendaciones de refrigerante
- Se recomienda el uso de refrigerante interior para una evacuación de la viruta segura.
- Aplique suficiente caudal de refrigerante y siga las recomendaciones sobre la concentración de emulsión indicadas por su proveedor de aceite.
- Al taladrar agujeros profundos, es fundamental disponer de un buen caudal de refrigerante para facilitar la correcta evacuación de la viruta.
Caudal del líquido de corte mín. recomendado
Únase a nosotros. Manténgase actualizado.
Suscríbase hoy a nuestro boletín informativo
