
CoroMill® 745
Fresa de planear multifilo para una economía de fabricación máxima
Instrucciones
Asiento de la punta
El posicionamiento está diseñado para ofrecer una sustitución y un reglaje rápido y sencillo de la plaquita.
El diseño de plaquita heptagonal y la posición en el asiento de la punta mantienen las plaquitas en el alojamiento mientras se montan. La finalidad del reglaje previo es dar doporte a las superficies.

Plaquita
Compruebe el posicionamiento de la plaquita antes de apretar el tornillo. Los filos de corte están numerados del 1 al 14, facilitando así el posicionamiento de la plaquita.
Par del tornillo de la plaquita 12 Nm (106 pulg.-lbs). Debe usarse una llave dinamométrica.

Paso
Elija el paso M en aplicaciones generales.
El paso H es adecuado para aplicaciones de productividad elevada en condiciones estables.
El paso MD es la primera elección al mecanizar componentes con tendencia a la vibración y en reglajes débiles.
Consejos de aplicación
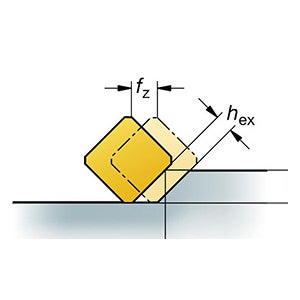
Grosor de viruta máximo
Para maximizar la eficiencia de la producción, tener en cuenta el valor hex es un factor importante. Calcular el parámetro de corte según el valor hex correcto ofrecerá una acción de corte buena con una calidad superficial y una vida útil de la herramienta incluso mejores.

Formación de viruta
Una buena formación y evacuación de la viruta es la clave para conseguir unas operaciones de fresado de gran calidad. Obtenga más información sobre cómo formar la viruta perfecta y no se olvide de la regla de oro: de grueso a delgado.
Recomendaciones
Datos de corte
| Geometría | Calidad | CoroMill 745 con ángulo de posición de 42° | CoroMill 745 con ángulo de posición de 25° | |||||||||||
| fz [avance/diente] | fz [valor hex] | fz [avance/diente] | fz [valor hex] | |||||||||||
| Mín. | Inicial | Máx. | Mín. | Inicial | Máx. | Mín. | Inicial | Máx. | Mín. | Inicial | Máx. | |||
| E-M30 | GC1130 | 0.15 | 0.18 | 0.26 | 0.10 | 0.12 | 0.17 | 0.36 | 0.43 | 0.62 | 0.15 | 0.18 | 0.26 | |
| Todas las calidades excepto GC1130 | 0.15 | 0.21 | 0.30 | 0.10 | 0.14 | 0.20 | 0.36 | 0.51 | 0.73 | 0.15 | 0.22 | 0.31 | ||
| E-M31 | GC1130 | 0.15 | 0.18 | 0.26 | 0.10 | 0.12 | 0.17 | |||||||
| Todas las calidades excepto GC1130 | 0.15 | 0.21 | 0.30 | 0.10 | 0.14 | 0.20 | ||||||||
| E-M50 | GC1130 | 0.18 | 0.25 | 0.36 | 0.12 | 0.17 | 0.24 | 0.38 | 0,50 | 0.71 | 0.16 | 0.21 | 0.30 | |
| Todas las calidades excepto GC1130 | 0.18 | 0.25 | 0.42 | 0.12 | 0.17 | 0.28 | 0.38 | 0.62 | 0.83 | 0.16 | 0.26 | 0.35 | ||
| E-H50 | Todas las calidades | 0.21 | 0.30 | 0.45 | 0.14 | 0.20 | 0.30 | 0.40 | 0.73 | 0.90 | 0.17 | 0.31 | 0.38 | |
Conceptos CoroMill® 745: diferencia de avance
| ap mm, pulg. | |

|
fz mm (pulg.) |

CoroMill® 745 con ángulo de posición de 42° |
|

CoroMill® 745 con ángulo de posición de 25° |
|
Recomendaciones de geometría y calidad de primera elección
Desbaste |

|
Medio |
|
Acabado |
|
| |
Únase a nosotros. Manténgase actualizado.
Suscríbase hoy a nuestro boletín informativo
