
CoroMill® MH20
Fresado de cavidades de alto avance
Instrucciones
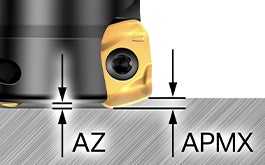
Profundidad de corte máxima (APMX)
Las profundidades de corte máximas son:
IC06: 0.8 mm (0.031 pulg.)
IC08: 1.3 mm (0.051 pulg.)
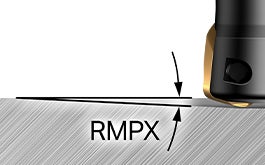
Ángulo de mecanizado en rampa (RMPX)
Los ángulos de mecanizado en rampa son:
IC06: 3.6°–10.1°
IC08: 1.7°–10.7°

Radio de programación (REEQ)
Los radios de programación son:
IC06: 2.0 mm (0.079 pulg.)
IC08: 2.5 mm (0.098 pulg.)
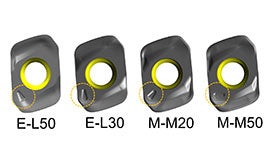
Marcado de las geometrías
Las plaquitas presentan un marcado visible para diferenciar las geometrías.
Consejos de aplicación
Tres secretos para un mecanizado en rampa exitoso
El mecanizado en rampa es una forma exitosa de aproximarse a la pieza al mecanizar cavidades. Existen tres factores clave que se deben aplicar correctamente para llevar a cabo unas buenas operaciones de mecanizado en rampa. Busque datos de corte en la sección de recomendaciones más abajo o infórmese sobre el mecanizado en rampa en nuestra página de conocimientos.
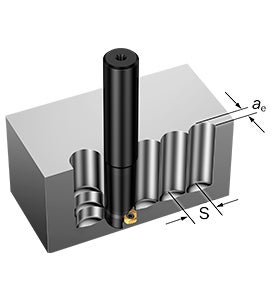
Fresado axial
En las operaciones de fresado axial, debe usar un paso muy estrecho para garantizar el empañe de varios dientes. Acceda a más consejos de fresado axial para garantizar el éxito de las operaciones de fresado axial. Busque datos de corte en la sección de recomendaciones más abajo o infórmese sobre el ranurado en nuestra página de conocimientos.
Recomendaciones
Claves de código
Cuerpo de la fresa
| M | H | 2 | 0 | - | (A) | R | 0 | 2 | 5 | A | 2 | 5 | - | 0 | 6 | M |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | ||||||
- Fresado
- Alto avance
- Gama = 2
- Versión = 0
- Fresas en pulgadas
- R = A derecha
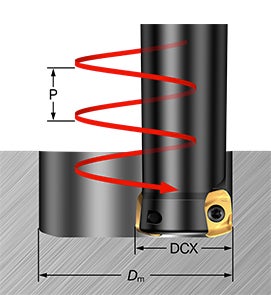
- DCX
- Tipos de acoplamiento
A/O = Cilíndrico (decimal/imperial)
Q/R = Eje (decimal/imperial)
EH = Adaptador EH
- Tamaño del acoplamiento
- Tamaño de la plaquita
- Paso: L/M/H
Plaquita
| M | H | 2 | 0 | - | 0 | 8 | 0 | 4 | 2 | 5 | M | - | M | 2 | 0 | 1 | 1 | 3 | 0 | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | |||||||||||
- Fresado
- Alto avance
- Gama = 2
- Versión = 0
- Tamaño de la plaquita
- Grosor
- Radio de programación
- Calidad del filo
E: Rectificado periférico
M: Prensado directo
- Geometría
- Calidad
Geometrías
 |  |  |  |
| E-L30 | E-L50 | M-M20 | M-M50 |
| Geometría con rectificado periférico | Geometría con rectificado periférico | Geometría de prensado directo | Geometría de prensado directo |
| ISO S y M | ISO S y M | ISO P y H | ISO P |
|
|
|
|
Datos de corte, recomendaciones de avance
| Área ISO | Calidad | Tamaño de la plaquita | Geometría | fz, valor inicial (mín-máx) | |
| mm/z | pulg./z | ||||
| ISO S (TiAl6V4) | S30T, S40T, GC2040 | IC06 | E-L30 | 0.3 (0.1–0.6) | .012 (.004–.024) |
| IC08 | E-L30 | 0.45 (0.1–0.6) | .018 (.004–.024) | ||
| IC06 | E-L50 | 0.35 (0.1–0.6) | .014 (.006-.024) | ||
| IC08 | E-L50 | 0.5 (0.1–0.6) | .020 (.006-.024) | ||
| ISO S (Inconel) | S30T, S40T, GC2040 | IC06 | E-L50 | 0.35 (0.1–0.6) | .014 (.006-.024) |
| IC08 | E-L50 | 0.5 (0.1–0.6) | .020 (.006-.024) | ||
| ISO M (316L) | GC1040, GC2040, S30T, S40T | IC06 | E-L30 | 0.3 (0.2–0.8) | .012 (.008–.031) |
| IC08 | E-L30 | 0.45 (0.2–0.8) | .018 (.008–.031) | ||
| IC06 | E-L50 | 0.35 (0.2–0.8) | .014 (.008-.032) | ||
| IC08 | E-L50 | 0.5 (0.2–0.8) | .020 (.008-.032) | ||
| ISO P | GC1130, GC4340 | IC06 | M-M20 | 0.6 (0.2–0.8) | .024 (.008–.031) |
| IC08 | M-M20 | 0.7 (0.2–1.0) | .028 (.008–.039) | ||
| IC06 | M-M50 | 0.8 (0.45–1.0) | .031 (.018–.039) | ||
| IC08 | M-M50 | 1.0 (0.45–1.3) | .039 (.018–.051) | ||
| ISO H | GC1010, GC1130 | IC06 | M-M20 | 0.45 (0.15–0.6) | .018 (.006–.024) |
| IC08 | M-M20 | 0.55 (0.1–0.8) | .022 (.039–.031) | ||
Datos de corte, recomendaciones de velocidad de corte
| Área ISO | Calidad | vc, (mín.—máx.) | |
| m/min | pies/min | ||
| ISO S (TiAl6V4) | S30T | 75–115 | 246–377 |
| S40T | 75–100 | 246–328 | |
| GC2040 | 31–40 | 102–131 | |
| ISO S (Inconel) | S30T | 40–60 | 131–197 |
| S40T | 40–60 | 131–197 | |
| GC2040 | 40–60 | 131–197 | |
| ISO M (316L) | GC1040 | 115–180 | 377–591 |
| GC2040 | 160–225 | 525–738 | |
| S30T | 155–250 | 509–820 | |
| S40T | 165–235 | 541–771 | |
| ISO P | GC1130 | 150–265 | 492–869 |
| GC4340 | 150–265 | 492–869 | |
| ISO H | GC1010 | 75–115 | 246–377 |
Mecanizado en rampa helicoidal
| Fresas sistema decimal (DCX) | Fresas sistema imperial (DCX) | Plaquitas IC06 | Plaquitas IC08 | ||||||
| Ap máx. 0.8 mm (0.031 pulg.) | Ap máx. 1.3 mm (0.051 pulg.) | ||||||||
| Ángulo máx. de progresión en rampa (RMPX) | Dm máx. | Dm mín. plano | Dm mín. | Ángulo máx. de progresión en rampa (RMPX) | Dm máx. | Dm mín. plano | Dm mín. | ||
| 5/8 | 10.1° | 31.8 | 23.4 | 22.4 | |||||
| 16 | 9.5° | 32.0 | 23.6 | 22.6 | |||||
| 3/4 | 6.5° | 38.2 | 29.8 | 28.8 | 10.7° | 38.2 | 27.6 | 26.1 | |
| 20 | 5.8° | 40.0 | 31.6 | 30.6 | 9.6° | 40.0 | 29.4 | 27.9 | |
| 25 | 3.7° | 50.0 | 41.6 | 40.6 | 5.7° | 50.0 | 39.4 | 37.9 | |
| 1 | 3.6° | 50.8 | 42.4 | 41.4 | 5.5° | 50.8 | 40.2 | 38.7 | |
| 11⁄4 | 3.6° | 63.6 | 53.0 | 51.5 | |||||
| 32 | 3.6° | 64.0 | 53.4 | 51.9 | |||||
| 11⁄2 | 2.7° | 76.2 | 65.6 | 64.1 | |||||
| 40 | 2.5° | 80.0 | 69.4 | 67.9 | |||||
| 44 | 2.3° | 88.0 | 77.4 | 75.9 | |||||
| 50 | 1.7° | 100.0 | 89.4 | 87.9 | |||||
| 2 | 1.7° | 101.6 | 91.0 | 89.5 | |||||
| 52 | 1.6° | 104 | 93.4 | 91.9 | |||||
| 54 | 1.5° | 108 | 97.4 | 95.9 | |||||
| 63 | 1.1° | 126 | 115.4 | 113.9 | |||||
| 21⁄2 | 1.1° | 127 | 116.4 | 114.9 | |||||
| 66 | 1.0° | 132 | 121.4 | 119.9 | |||||
Fresado axial
Voladizo de L ≤ 3×D

¡Aviso! S debe ser ≤ 20 mm
| IC | Ae máx., mm (pulg.) | Avance, mm/z (pulg./z) |
| 06 | 4 (0.157) | 0.10 (0.05–0.15) (0.004 (0.002–0.006)) |
| 08 | 5.5 (0.217) | 0.12 (0.05–0.15) (0.005 (0.002–0.006)) |
Voladizo L ≥ 3×D

¡Aviso! S debe ser ≤ 20 mm
| IC | Ae máx., mm (pulg.) | Avance, mm/z (pulg./z) |
| 06 | 4 (0.157) | 0.08 (0.05–0.15) (0.003 (0.002–0.006)) |
| 08 | 5.5 (0.217) | 0.1 (0.05–0.15) (0.004 (0.002–0.006)) |
Únase a nosotros. Manténgase actualizado.
Suscríbase hoy a nuestro boletín informativo
