
CoroMill® MH20
Fresado de cavidades de alto avance
Prueba de rendimiento, ISO S
| Componente: | Soporte de ala aeroespacial |
| Material: | S4.3.Z.AN (Ti6Al4V) |
| Operación: | Fresado de cavidades |
| Máquina: | Okuma M560V-Genos, CAT40 BIG-PLUS® |
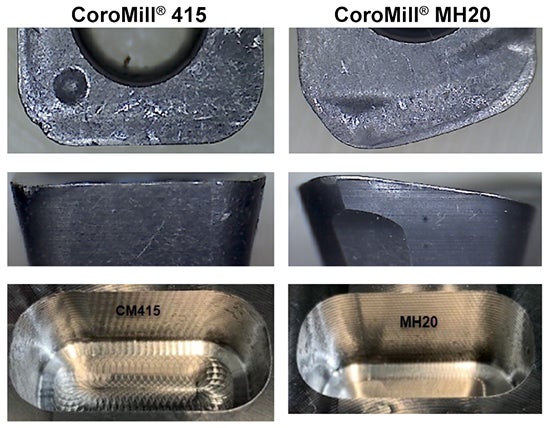
+32 % Vida útil de la herramienta
| CoroMill® 415 | CoroMill® MH20 | |
| Herramienta | 415-016A12-05H, zn: 3 | MH20-AR016O16-06L, zn: 2 |
| Plaquita | 415N-050212E-M30 S30T | M20-060320E-L30 S30T |
| Voladizo, mm (pulg.) | 40 (1.575) | 40 (1.575) |
| vc, m/min (pies/min) | 69 (226) | 69 (226) |
| n, rpm | 1000 | 1000 |
| fz, mm/z (pulg./z) | 0.51 (0.020) | 0.51 (0.020) |
| vf, mm/min (pulg./min) | 1530 (60.2) | 1016 (40.0) |
| ap, mm (pulg.) | 0.8 (0.031) | 0.8 (0.031) |
| ae, mm (pulg.) | 16 (0.630) | 15.8 (0.622) |
| Vida útil, min | 49 | 64.5 |
Resultado:
Con CoroMill® MH20, el cliente incrementó la vida útil un 32 % y mejoró drásticamente la calidad superficial. El vértice de la plaquita CoroMill® MH20 ofreció una seguridad de la línea del filo mejorada y menor tendencia a la vibración.
Prueba de rendimiento, ISO M
| Componente: | Componente para máquina de la industria alimentaria |
| Material: | M1.0.Z.AQ (AISI 304) |
| Operación: | Fresado lateral y planeado |
| Máquina: | DMG MORI NT4250, Coromant Capto® C6 |
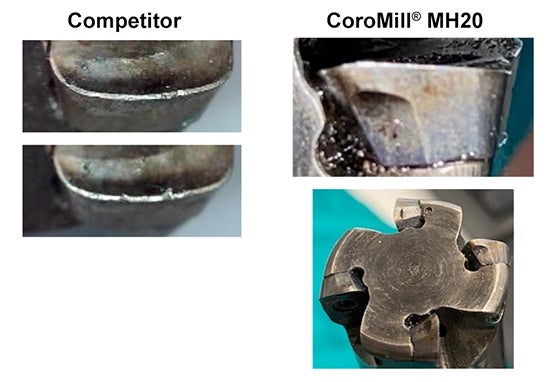
Rendimiento seguro y fiable
| Competencia | Sandvik Coromant | |
| Herramienta | DCX: 25 mm (1 pulg.), zn: 4 | MH20-025A25-06H, zn: 4 |
| Plaquita | - | MH20-06 03 20E-L30 1040 |
| Voladizo, mm (pulg.) | Portapinzas + 70 (2.76)=160 (6.30) | Portapinzas + 90 (3.54)=180 (7.09) |
| vc, m/min (pies/min) | 120 (394) | 120 (394) |
| n, rpm | 1530 | 1530 |
| fz, mm/z (pulg./z) | 0.85 (0.033) | 0.85 (0.033) |
| vf, mm/min (pulg./min) | 5200 (205) | 5200 (205) |
| ap, mm (pulg.) | 0.75 (0.030) | 0.75 (0.030) |
| ae, mm (pulg.) | 20 (0.787) | 20 (0.787) |
| Vida útil, min | 3 componentes / 49.5 min | 3 componentes / 49.5 min |
Resultado:
Tras mecanizar tres componentes, la plaquita de la competencia mostró desgaste en entalla y microastillamiento evidentes. La plaquita CoroMill® MH20 presentó menos desgaste, proporcionando un filo optimizado, extremadamente seguro y fiable.
Prueba de rendimiento, ISO P
| Componente: | Eje |
| Material: | P2.1.Z.AN (30CrMnSiNi2A), no templado |
| Operación: | Ranurado profundo y tronzado |
| Máquina: | Haitian HISION GLU16 VMC, BT50 |
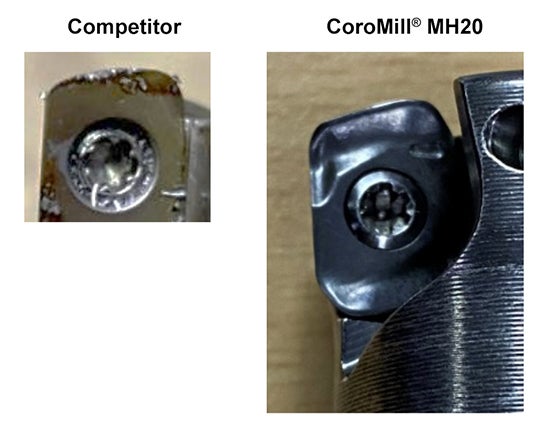
+11 % Productividad
| Competencia | Sandvik Coromant | |
| Herramienta | DCX: 25 mm (1 pulg.), zn: 3 | MH20-R025A25-08M, zn: 3 |
| Plaquita | - | MH20-08 04 25M-M50 4340 |
| Voladizo, mm (pulg.) | Portapinzas + 122 (4.80) | Portapinzas + 110 (4.33) |
| vc, m/min (pies/min) | 142 (466) | 142 (466) |
| n, rpm | 1800 | 1800 |
| fz, mm (pulg.) | 0.426 (0.017) | 0.481 (0.019) |
| vf, mm/min (pulg./min) | 2300 (90.6) | 2600 (102) |
| ap, mm (pulg.) | 0.5 (0.020) | 0.5 (0.020) |
| ae, mm (pulg.) | 25 (0.984) | 25 (0.984) |
| Vida útil, min | 1 componente / 348 min | 1 componente / 308 min |
Resultado:
CoroMill® MH20 permitió incrementar la productividad un 11 % y mostró menos desgaste que la herramienta de la competencia, proporcionando así un rendimiento seguro y fiable.
Prueba de rendimiento, Inconel
| Segmento: | Aeroespacial |
| Componente: | Componente de demostración |
| Material: | S2.0.Z.AG (Inconel 718 envejecido HRC 44) |
| Operación: | Planeado en desbaste |
| Máquina: | DMG MORI, Coromant Capto® C10, reglaje de 5 ejes en CMV |
| Refrigerante: | Interior (emulsión) |
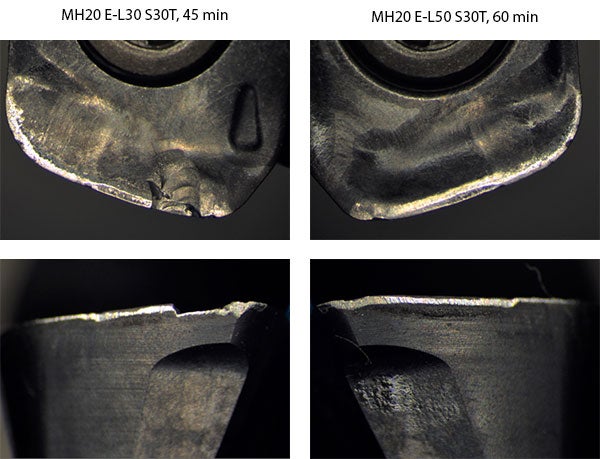
+33 % Vida útil de la herramienta
Recorrido de la herramienta en Siemens NX - Fresado adaptativo.
| Herramienta | Portaherramientas: CoroChuck® 930-HD Herramienta: MH20-R016A16-06L Plaquita: MH20-060320E-L50/L30 TS S30T |
| vc, m/min | 30 |
| fz, mm | 0.4 |
| hex, mm | 0.1 |
| vf, mm/min | 478 |
| ae, mm | 7 |
| ap, mm | 0.6 |
| Voladizo, mm | 48 (3×DC) |
| Tiempo de mecanizado, min | 60 (E-L50), 45 (E-L30) |
| MRR (Q), cm3/min | 1.92 |
Resultado:
Frente a E-L30, la geometría E-L50 muestra mayor seguridad del filo al mecanizar Inconel 718 y debería ser la recomendación de primera elección.
Únase a nosotros. Manténgase actualizado.
Suscríbase hoy a nuestro boletín informativo
