
CoroDrill® Dura 462
Brocas versátiles de metal duro integral para taladrado de agujeros cortos en aplicaciones multimaterial

El agujero
Los 3 parámetros más básicos del agujero son:
- Diámetro del agujero
- Profundidad del agujero
- Calidad del agujero
El tipo de agujero y la precisión necesaria afectan a la elección de la herramienta. El taladrado puede verse afectado si la superficie de entrada/salida es irregular o en ángulo y si el agujero es cruzado.

El componente
Al analizar el agujero, tenga en cuenta el material de la pieza, su forma y la cantidad.
- ¿Es un material con buenas cualidades de rotura de la viruta? ¿Es un material de viruta corta o larga?
- ¿Maquinabilidad?
- ¿Dureza del material?
- ¿Elementos de aleación?

La máquina
La máquina influye en:
- Tipo de operación
- Tipo de portaherramientas y/o pinzas que debe utilizarse
Tenga siempre en cuenta:
- Estabilidad de la máquina
- Velocidad del husillo
- Presión y volumen del refrigerante
- Sujeción de la pieza
- Elección de husillo horizontal o vertical

Sujeción de la herramienta
La productividad no se ve afectada únicamente por la calidad y la geometría, sino también por la capacidad de sujetar la pieza con seguridad y precisión. Para garantizar la estabilidad y calidad del agujero, use siempre Coromant Capto o CoroChuck 930 con el voladizo y la broca más cortos posibles.
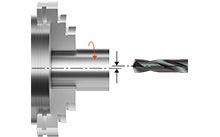
Excentricidad de la herramienta
Es esencial mantener al mínimo la excentricidad de la herramienta para taladrar con éxito. La excentricidad no debe superar 0.02 mm para conseguir:
- Tolerancias de agujero estrechas y rectitud
- Buen acabado superficial
- Vida útil prolongada y uniforme

Refrigerante
El suministro de refrigerante influye en:
- Evacuación de la viruta
- Calidad del agujero
- Vida útil
El refrigerante interior es necesario para profundidades de agujero superiores a 3 veces DC y para evitar el atasco de la viruta.
El refrigerante exterior puede usarse para agujeros poco profundos y para una buena formación de la viruta.

Control de la viruta
La formación y evacuación de la viruta son aspectos fundamentales. El atasco de la viruta depende de:
- Material de la pieza
- Elección de la geometría de la broca
- Volumen/presión de refrigerante
- Datos de corte
Afecta a la calidad del agujero, vida útil/fiabilidad de la broca, roturas de la broca.
Datos de corte
La velocidad de corte es el principal factor que afecta a la vida útil.
Mayor velocidad:
- Altas temperaturas
- Mayor desgaste de la herramienta
- Calidad del agujero deficiente
- Tolerancia de agujero mala
Menor velocidad:
- Filos de aportación
- Evacuación de la viruta deficiente
- Mayor tiempo de corte

Selección de la herramienta correcta
Para recibir ayuda sobre cómo seleccionar la herramienta correcta.

Consideraciones iniciales
La velocidad de corte y la dureza del material son los principales factores que afectan a la vida útil de la herramienta y al consumo de potencia.

Cómo conseguir una buena calidad del agujero
Conseguir una buena calidad del agujero puede requerir atención suplementaria. Aquí encontrará recomendaciones que le ayudarán a comenzar a trabajar.

Reacondicionamiento
Reacondicione sus herramientas rotativas y ahorre a lo grande con nuestro servicio de reacondicionamiento.
Recomendaciones
- Se recomienda utilizar portapinzas hidráulicos de precisión
- Se recomienda utilizar refrigerante interno, presión mínima recomendada 10 bar (145 psi)

Gama de productos
| Tipo de broca | Relación longitud/diámetro | Gama de diámetros, mm (pulgadas) | Refrigerante | Calidad |
| Tipo 1 | 3×DC | 3.00–20.00 (0.118–0.787) | Interior/Exterior | X2BM |
| Tipo 1 | 5×DC | 3.00–20.00 (0.118–0.787) | Interior/Exterior | X2BM |
| Tipo 1 | 8×DC | 3.00–20.00 (0.118–0.787) | Interno | X2BM |
| Tipo 2 | 3×DC | 3.30–18.00 (0.130–0. 709) | Interno | X2BM |
| Tipo 1 Microbrocas | Hasta 6×DC | 0.030–3.00 (0.001–0.118) | Externo | X0BU (sin recubrimiento) |
| Tipo 1 Microbrocas | Hasta 6×DC | 0.20–3.00 (0.008–0.118) | Externo | X0BM (con recubrimiento) |
Opciones Tailor Made®
Ejemplos de parámetros personalizables, estos variarán según el tipo de broca seleccionado.
| Tipo de broca | 1, 2, 4, 5, 6 |
| Diámetro de corte | 3–25 mm (incrementos de 0,001) |
| Longitud de broca | Hasta 10×D |
| Ángulo de punta | 90–180 grados |
| Refrigerante | Interior o exterior |
| Modificación del vértice | Sin modificación, chaflán, radio |
| Margen | Individual o doble |
| Mango | HA, MQLHA, reforzado, mango recto |
| Recubrimiento | X2BM |
Tipos de broca
Tipo de broca 1

Tipo de broca 2

Tipo de broca 4

Tipo de broca 5

Tipo de broca 6

Únase a nosotros. Manténgase actualizado.
Suscríbase hoy a nuestro boletín informativo
