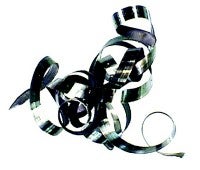
Lastunhallinta Työkalun tai työkappaleen ympärille kiertyy pitkiä, katkeamattomia trasselilastuja. Syynä yleensä pieni syöttö ja/tai pieni lastuamissyvyys.
Syöttö valitulle geometrialle liian pieni.
Suurenna syöttöä.
Valitse lastunmurto-ominaisuuksiltaan parempi terägeometria.
Lastuamissyvyys on valitulle geometrialle liian pieni.
Lisää lastuamissyvyyttä tai valitse lastunmurto-ominaisuuksiltaan parempi geometria.
Liian iso nirkonsäde.
Valitse pienempi nirkonsäde.
Väärä asetuskulma.
Valitse pidin, jonka asetuskulma on mahdollisimman iso. KAPR= 90° (PSIR =0°)
Lastunhallinta Erittäin lyhyet lastut, jotka usein tarttuvat toisiinsa johtuen liian rajusta lastunmurrosta. Raju lastunmurto lyhentää usein terän kestoikää tai voi aiheuttaa jopa terärikkoja lastujen kuormittaessa teräsärmää.
Syöttö valitulle geometrialle liian iso.
Valitse suuremmille syötöille suunniteltu geometria, mieluiten yksipuolinen terä.
Pienennä syöttöä.
Väärä asetuskulma.
Valitse pidin, jonka asetuskulma on mahdollisimman pieni. KAPR = 45°–75° (PSIR 45–15°)
Pieni nirkonsäde.
Valitse suurempi nirkonsäde.
Pinnankarheus Pinta näyttää ja tuntuu ”karvaiselta” eikä täytä toleranssivaatimuksia.
Lastut murtuvat työkappaletta vasten ja jättävät jälkiä valmiiseen pintaan.
Valitse geometria, joka ohjaa lastut pois työkappaleelta.
Muuta asetuskulmaa.
Pienennä lastuamissyvyyttä.
Valitse positiivinen työkalu, jolla on neutraali viettokulma.
Teräsärmän liiallisen lovikuluman aiheuttama pinnan ”karvaisuus”.
Valitse paremmin hapettumista kestävä laatu, esim. cermet.
Pienennä lastuamisnopeutta.
Liian suuri syöttö ja liian pieni nirkonsäde yhdessä tekevät pinnasta karhean.
Valitse wiper-terä tai suurempi nirkonsäde.
Pienennä syöttöä.
Jäysteenmuodostus Työkappaleeseen muodostuu jäystettä lastuamisen alussa ja lopussa.
Lovikulumaa tai murtumia lastuamissyvyyden kohdalla.
Käytä pidintä, jolla on pieni asetuskulma.
Jäysteenmuodostus lastuamisen lopussa tai alussa.
Irrota terä työkappaleesta tai syötä terä työkappaleeseen viiste- tai sädeliikkeellä.
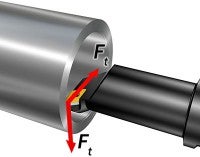
Värinä Isot radiaaliset lastuamisvoimat, joiden syynä: Työkalun tai kiinnityksen aiheuttama värinä tai värinän aiheuttamat jäljet. Esiintyy usein sisäpuolisessa koneistuksessa käytettäessä sorvauspuomeja.
Optimaalisten lastuamisarvojen sekä parhaan terän kestoiän, työkappaleen laadun ja lastuamisarvojen saavuttamiseksi terän/teräsärmän kulumista on seurattava huolellisesti. Voit käyttää tätä listaa eri kulumismuotojen syiden selvittämiseen ja ratkaisujen etsimiseen.
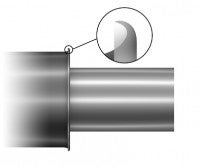
Viistekuluminen Suositeltavin kulumismuoto kaikissa töissä. Ennakoitava ja tasainen kestoikä.
Liian suuri lastuamisnopeus.
Liian sitkeä terälaatu.
Riittämätön kulumiskestävyys.
Kovat sulkeumat työkappaleessa.
Pienennä lastuamisnopeutta.
Valitse sopivampi laatu tarvittavan sitkeyden tai kulumiskestävyyden mukaan.
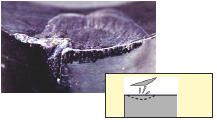
Lovikuluminen
Tahmeat ja/tai työstökarkenevat materiaalit.
Käytä ~90°:n asetuskulmaa (asetuslisäkulma ~0°).
Geometria on liian negatiivinen.
Valitse terävämpi särmä.
Käytä pienempää asetuskulmaa.
Vaihtele lastuamissyvyyttä.
Kuoppakuluminen
Liian iso lastuamisnopeus ja/tai syöttö.
Liian kapea lastunmurtaja.
Kemiallinen tai abrasiivinen kuluminen.
Liian huono kulumiskestävyys.
Pienennä lastuamisnopeutta tai syöttöä.
Valitse kulumiskestävämpi laatu.
Valitse avoimempi/positiivisempi geometria.
Plastinen muodonmuutos Särmässä Päästöpinnassa
Liian suuri lämpökuorma ja paine, lastuaminen kehittää liian korkean lämpötilan.
Liian sitkeä/pehmeä terälaatu.
Lastuamisnesteen syöttö riittämätön.
Alenna lämpötilaa ja painetta pienentämällä lastuamisnopeutta ja/tai syöttöä.
Jos painuma on särmässä, pienennä ensin syöttöä.
Jos painuma on päästöpinnassa, pienennä ensin nopeutta.
Valitse kulumiskestävämpi/kuumalujempi laatu.
Valitse avoimempi/positiivisempi geometria.
Tehosta lastuamisnesteen syöttöä.
Irtosärmänmuodostus
Liian alhainen lämpötila.
Tahmea materiaali.
Geometria on liian negatiivinen.
Liian paksu pinnoite.
Nosta lämpötilaa lisäämällä lastuamisnopeutta.
Valitse PVD-pinnoitettu laatu (PVD-pinnoite kerää vähemmän irtosärmää).
Valitse positiivisempi geometria.
Hilseily
Tahmea materiaali.
Liian pieni lastuamisnopeus.
Hakkaava koneistus ja lastuamisnesteen käyttö.
Liian paksu pinnoite.
Lisää lastuamisnopeutta.
Lopeta lastuamisnesteen käyttö.
Valitse laatu, jossa on ohuempi pinnoite ja lujempi teräsärmä (PVD).
Murtumat teräsärmässä
Tukevuus on huono.
Liian kova/hauras terälaatu.
Liian paksu pinnoite (CVD, johtaa särmän hilseilyyn).
Paranna koneistuksen tukevuutta.
Valitse sitkeämpi laatu.
Valitse vahvempi geometria.
Valitse ohuemmin pinnoitettu laatu (PVD).
Lämpösäröt
Teräsärmän lämpötila vaihtelee.
Lastuaminen on hakkaava, lastuamisnesteen syöttö keskeytyy.
Terälaatu on herkkä lämpötilan vaihteluille.
Käytä paksummin pinnoitettua laatua (CVD).
Älä käytä nestettä tai syötä sitä runsaasti, jotta lämpötila pysyy tasaisena.
Pienennä lastuamisnopeutta.
Valitse ohuemmin pinnoitettu laatu (PVD).
Terärikko
Liiallinen kuluminen.
Väärä laatu (liian sitkeä/kova).
Virheelliset lastuamisarvot.
Lyhennä koneistuksen kestoa: seuraa kulumista ja pääasiallista kulumistyyppiä.
Muuta lastuamisarvoja.
Valitse sopivampi terälaatu/geometria.
Liuskemurtuma – keraamit
Terään kohdistuu liian suuri paine.
Pienennä syöttöä.
Valitse sitkeämpi laatu.
Valitse terä, jossa on pienempi suojaviiste, tai toinen geometria, jotta lastuamisvoimien suunta muuttuu.
Murtumat teräsärmän ulkopuolella
Lastutukoksia, koska terä suuntautuu olaketta kohti.
Lastut taipuvat teräsärmää vasten.
Syöttö tai sen suunta on huono.
Muuta työstörataa (jotta vältetään lastuaminen olaketta vasten).
Muuta syöttöä.
Valitse PVD-pinnoitettu laatu.
Valitse terägeometria, joka vaihtaa lastuvirran suuntaa.