Vinkkejä kierrejyrsintään
Ota parhaan tuloksen saavuttamiseksi huomioon seuraavat asiat:
Jyrsimen halkaisijan valinta
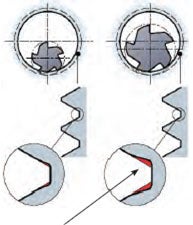
Pienellä jyrsimellä saadaan laadukkaammat kierteet. Jyrsin jättää pienen muotovirheen kierreuran pohjaan. Sisäkierteissä kierteen ja jyrsimen halkaisija sekä kierteen nousu vaikuttavat teholliseen radiaaliseen lastuamissyvyyteen, ae eff, josta tulee valittua radiaalista lastuamissyvyyttä paljon suurempi. Suurempi tehollinen ae lisää kierteen pohjan muotopoikkeamaa. Muotopoikkeama voidaan minimoida käyttämällä jyrsintä, jonka halkaisija on korkeintaan 70 % kierteen halkaisijasta.
Esimerkki (M30 x 3):
21.7 mm:n halkaisijalla muotopoikkeama on 0.07 mm (0.0027 in)
11.7 mm:n halkaisijalla muotopoikkeama on 0.01 mm (0.0004 in)
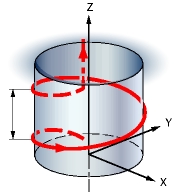
Kierrejyrsinnän työstörata
Työstörata ja jyrsintätapa, myötä- tai vastajyrsintä, määräävät kierteiden kätisyyden. Käytä loivaa liikerataa sekä aloituksessa että jyrsintä irroitettaessa. Kierrejyrsintä edellyttää konetta, joka kykenee X-, Y- ja Z-akseleiden samanaikaisiin liikkeisiin. Kierrehalkaisija määräytyy X- ja Y-akselin liikkeellä ja nousu Z-akselin liikkeellä.
| Nousu |
|
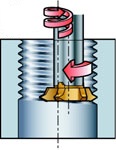
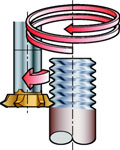
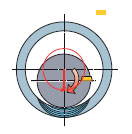
Oikeakätiset sisäkierteet
Jyrsin paikoitetaan aina ensin mahdollisimman lähelle reiän pohjaa ja lähdetään sitten syöttämään myötäjyrsinnällä ylös vastapäivään.
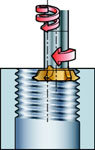
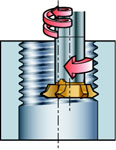
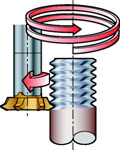
Vasenkätiset sisäkierteet
Vasenkätinen kierre koneistetaan päinvastaiseen suuntaan eli ylhäältä alas, mutta edelleen vastapäivään, kuten oikeakätiset kierteet, jotta menetelmä pysyy myötäjyrsintänä.
| Sisäkierteet | |
|---|---|
| Oikeakätiset kierteet | Vasenkätiset kierteet |
| Myötäjyrsintä | |
|

|
| Vastajyrsintä | |
|
|
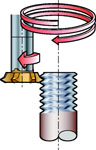
| Ulkokierteet | |
|---|---|
| Oikeakätiset kierteet | Vasenkätiset kierteet |
| Myötäjyrsintä | |
|
|
| Vastajyrsintä | |
|
|
Myötäjyrsintä
- Myötäjyrsinnässä jyrsimen syöttöliike on samansuuntainen kuin sen pyörimisliike.
- Se on suositeltavampi menetelmä aina kun kone, kiinnitys ja työkappale sen sallivat.
- Lastunpaksuus pienenee lastuamisen aloituksesta loppua kohden ja on lastun irrotessa nolla. Näin teräsärmä ei hankaudu työkappaletta vasten ennen lastuamista.
Vastajyrsintä
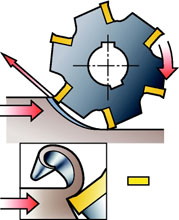
- Vastajyrsinnässä syöttöliike on jyrsimen pyörimissuuntaan nähden päinvastainen.
- Terä on pakotettava kappaleen sisään, jolloin syntyy hankausta ja kitkaa, kehittyy korkea lämpötila, ja terä koskettaa usein edellistä lastua otettaessa muokkauslujittuneeseen pintaan. Lopputuloksena on lyhyempi terän kestoikä.
- Paksu lastu terän irtoamiskohdassa, lyhyt terien kestoikä
- Lastu on terän irtoamiskohdassa paksu ja lämpötila on korkea, mikä saa joskus lastut tarrautumaan tai hitsautumaan teräsärmiin, jolloin ne pyörähtävät jyrsimen mukana ympäri seuraavan lastun alkuun tai aiheuttavat teräsärmän säröilyä.
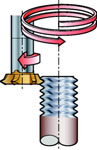
Kaareva lähestyminen kappaleeseen

Ympyrä- ja nousuinterpolaatiossa on käytettävä kaarevaa lähestymisliikettä. Tämä onnistuu ylimääräisellä ympyräliikkeellä, jolloin lastuaminen alkaa pehmeästi. Nousu on jaettava neljällä jokaista sisäänmenovaiheen neljänneskierrosta (90º) kohti. Jouheva sisäänmeno on tärkeää värinöiden välttämisen ja terien kestoiän kannalta.
Hammassyöttö
Käytä aina pientä hammassyöttöä, saat parhaan laadun ja työkappaleen pintaan ei jää syöttöjälkiä. Syötön ei tulisi olla yli 0.15 mm/hammas (0.006 in/hammas). Käytä siksi pientä hex-arvoa.
Koneen ohjelmiston vaatima syöttö
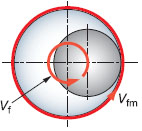
Laske aina koneen ohjelmiston vaatima oikea syöttö. Näin varmistat terän oikean kuormituksen. Syöttö riippuu aina lastunpaksuutta hex vastaavasta kehäsyötöstä. Moni kone kuitenkin vaatii syöttöarvokseen keskiösyöttöä (vf). Sisäkierteiden koneistuksessa työkalun kehä liikkuu keskiötä nopeammin. Syötön ohjelmointi perustuu useimmissa jyrsinkoneissa karan keskilinjaan, mikä on otettava kierrejyrsintälaskelmissa huomioon terän kestoiän maksimoimiseksi ja värinöiden/terärikkojen välttämiseksi.
Ylimenojen lukumäärä
Kun kierrejyrsintätyö jaetaan useaan ylimenoon, voidaan koneistaa suurempia nousuja ja terärikon vaara pienenee vaikeissa aineissa. Kierrejyrsintä usealla ylimenolla tuottaa myös tarkemmat toleranssit, koska työkalu taipuu vähemmän. Koneistuksen varmuus etenkin pitkillä vapaapituuksilla ja ei-tukevissa olosuhteissa kasvaa. Kierrejyrsittäessä karkaistuja tai vaikeita materiaaleja tulee käyttää vähintään kahta ylimenoa.
Koneistus kuivana vs. märkänä
Kuivana koneistus on aina suositeltavaa, koska lastuamisneste lisää sisäänmeno- ja ulostulovaiheen lämpötilaeroja ja siten terän lämpösäröilyä. Lastuamisnesteen käyttö voi tietyissä tapauksissa olla eduksi, kuten ruostumattoman teräksen tai alumiinin viimeistelyssä sekä kuumalujien superseosten ja valuraudan koneistuksessa (haitallisen pölyn vähentämiseksi). Paras menetelmä on kuitenkin lastujen poisto paineilmalla.

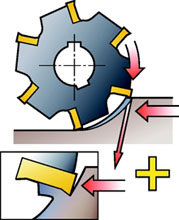
Lastuamisarvot
- Sisäkierteiden jyrsinnässä radiaalinen lastuamissyvyys ae kasvaa suorarataiseen jyrsintään verrattuna, eli lastut ohenevat vähemmän.
- Ulkokierteiden jyrsinnässä radiaalisyvyys pienenee, jolloin voidaan käyttää suurempaa lastuamisnopeutta.
- Nirkonsäteen asetuskulma on 90°. Koska kyseessä on terän herkin kohta, hex-laskelmat tulee tehdä käyttäen 90º:n asetuskulmaa.
Käytä lastuamisarvojen laskemiseen CoroPlus® ToolGuide -opasta.
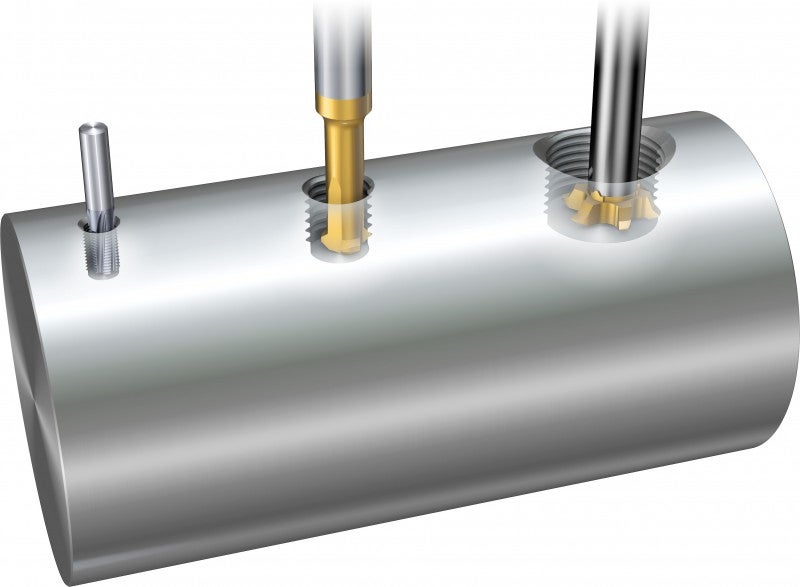
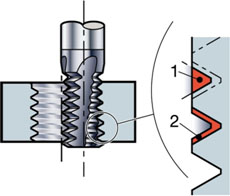
Kierrejyrsinnän reikäkoot
Kierrejyrsinnässä käytetään samoja reikäkokoja kuin tappikierteityksessä. Poraa aina suurin toleranssialueen sallima reikä. Tämä takaa varman prosessin ja pidemmän työkalun kestoiän. Täysprofiiliterä edellyttää pienempää reikää, jotta kierteen harja tulee koneistettua.
Käsittely
Ruuvikiinnityspidinten optimaalinen suorituskyky edellyttää, että käytetään momenttiavainta varmistamaan pitävä teränkiinnitys.
- Liian suuri kiristysmomentti heikentää työkalun suorituskykyä ja aiheuttaa terä- ja ruuvirikkoja.
- Liian pieni kiristysmomentti aiheuttaa värähtelyitä ja huonontaa koneistuksen tarkkuutta.
- Vaihda terän ruuvi säännöllisesti ja varmista, että teräsija on puhdas ja että mikään ei estä terää asettumasta sijaan oikein. Nämä toimenpiteet ovat kierrejyrsinnän luotettavuuden kannalta välttämättömiä.