
CoroDrill® DE10
Vaihtokärkipora reikien tekemiseen suurissa erissä

Käytä 3–8×DC:n poria
Syöttösuosituksissa ei ole eroja käytettäessä 3×D- tai 8×D-poria. Käytettävien lastuamisarvojen on oltava suositusten rajoissa.

CoroPlus® Tool Guide ‑työkaluopas
Katso kaikkien materiaaliryhmien uusimmat ajantasaiset lastuamisarvot ja artikkeleita CoroPlus® Tool Guide ‑oppaasta. Aseta työkappaleen parametrit, niin järjestelmä luo aloituspisteen lastuamisarvot.

Kiinnitysavain
Jokaisen porapakkauksen mukana tulee kiinnitysavain, joka kattaa koko poravalikoiman. Kiinnitysavain helpottaa kokoamisprosessin seuraamista ja on helppo kierrättää.
Tilausnro: 5680 300-01

Muovisuojus kauluksella
Muovisuojus parantaa ergonomiaa ja auttaa välttämään kovametallin sirpaloitumisriskin. Läpinäkyvän rakenteen ja ohjauskaulusten ansiosta sitä on helppo käyttää.
Tilausnro: 5680 300-20
Kokoamisohjeet
- Voitele kosketuspinnat ennen porakärjen asentamista, jotta kiinnitystyökalun kestoikä pysyy mahdollisimman pitkänä.
- Aseta porakärki kärjen sijaan n. 60 astetta kierrettynä loppuasennosta. Aseta avain sen pitimiin.
- Kiinnitä/irrota kärki.
Laatu- ja geometriasuositukset
-M5-geometria
- Yksi geometria kaikille materiaaleille

GC4334-laatu

- Luja, korkea Cr-pitoisuus ja hienosyinen perusaine PVD-pinnoitteella (AlTiN), joka on valmistettu Zertivo®-tekniikalla
- Erinomainen luotettavuus ja särmän vakaus parantavat kestävyyttä irtosärmän muodostusta ja pirstoutumista vastaan
GC2334-laatu

- Luja, korkea Cr-pitoisuus ja hienosyinen perusaine ohuella monikerroksisella PVD-pinnoitteella (AlTiCrN), joka on valmistettu Zertivo®-tekniikalla
- Erinomainen luotettavuus ja parempi kestävyys pirstoutumista ja lohkeilua vastaan suojaviisteen särmässä
Läpireikäsuositukset
Kun poraat reikiä, joiden geometria on -M5, käytä kärjen pituutta (PL) + 1 mm (0,039 tuumaa) sen varmistamiseksi, että poran kärki menee kokonaan reiän ulostulon läpi. Tarkan PL-arvon voi katsoa artikkelin verkkosivulta.

| Porakärjen liitoskoko | DC väh.–enint., mm | PL väh.–enint. | PL väh.–enint. |
| mm | tuumaa | ||
| 090 | 09,00–09,49 | 1,27–1,31 | 0,050–0,052 |
| 095 | 09,50–09,99 | 1,34–1,38 | 0,053–0,054 |
| 100 | 10,00–10,49 | 1,41–1,45 | 0,056–0,057 |
| 105 | 10,50–10,99 | 1,48–1,52 | 0,058–0,060 |
| 110 | 11,00–11,49 | 1,55–1,59 | 0,061–0,063 |
| 115 | 11,50–11,99 | 1,62–1,66 | 0,064–0,065 |
| 120 | 12,00–12,49 | 1,69–1,73 | 0,067–0,068 |
| 125 | 12,50–12,99 | 1,76–1,80 | 0,069–0,071 |
| 130 | 13,00–13,49 | 1,83–1,87 | 0,072–0,074 |
| 135 | 13,50–13,99 | 1,90–1,94 | 0,075–0,076 |
| 140 | 14,00–14,99 | 1,99–2,07 | 0,078–0,081 |
| 150 | 15,00–15,99 | 2,13–2,21 | 0,084–0,087 |
| 160 | 16,00–16,99 | 2,27–2,34 | 0,089–0,092 |
| 170 | 17,00–17,99 | 2,41–2,49 | 0,095–0,098 |
Edistykselliset toiminnot
Huomautus: Nämä edistykselliset käyttötavat eivät ole suositeltuja, mutta jos niitä tarvitaan, noudata alla olevia ohjeita. Tulokset voivat vaihdella työkappaleen materiaalin ja poran pituuden mukaan.
| Vinopintainen sisäänsyöttö | Vinopintainen ulostulo | Kupera pinta | Kovera pinta | Risteävät reiät | |
| Edellytykset | Kulma ≤ 10º | Kulma ≤ 30º | Pinnan vähimmäissäde: 4×DC | Pinnan vähimmäissäde: 1×DC | Risteämiskohdan reiän pienin suositeltu halkaisija: 2×DC |
| Lastuamisnopeus, vc | Käytä työkappaleen materiaalille suositeltua arvoa | ||||
| Syöttö, fn | Aloitusarvo: vähennä kolmasosaan syöttösuosituksesta | ||||
Heittosuositukset
Heittoon vaikuttavat esimerkiksi koneen kunto, pidin ja kiinnitys.
Suositeltava: ≤ 0,03 mm (0,0012 tuumaa)
Hyväksyttävä: ≤ 0,06 mm (0,0024 tuumaa)
Ei hyväksyttävä: > 0,06 mm (0,0024 tuumaa)

Sorvauskäyttökohteet
Kun porauskohde ei ole pyörivä, suuri kohdistusvirhe vaikuttaa merkittävästi prosessin ja työkalun vakauteen. Noudata aina näitä suosituksia.
Suositeltava: ≤ 0,10 mm (0,0039 tuumaa)
Hyväksyttävä: ≤ 0,20 mm (0,0079 tuumaa)
Ei hyväksyttävä: > 0,20 mm (0,0079 tuumaa)

Lastuamisnestesuositukset
- Turvalliseen lastunpoistoon suositellaan sisäpuolista lastuamisnestettä
- Käytä riittävää lastuamisnestevirtausta ja noudata toimittajalta saatuja emulsiopitoisuuteen liittyviä suosituksia
- Riittävä lastuamisnesteen virtaus on syvien reikien poraamisessa ratkaisevan tärkeää asianmukaisen lastunpoiston varmistamiseksi
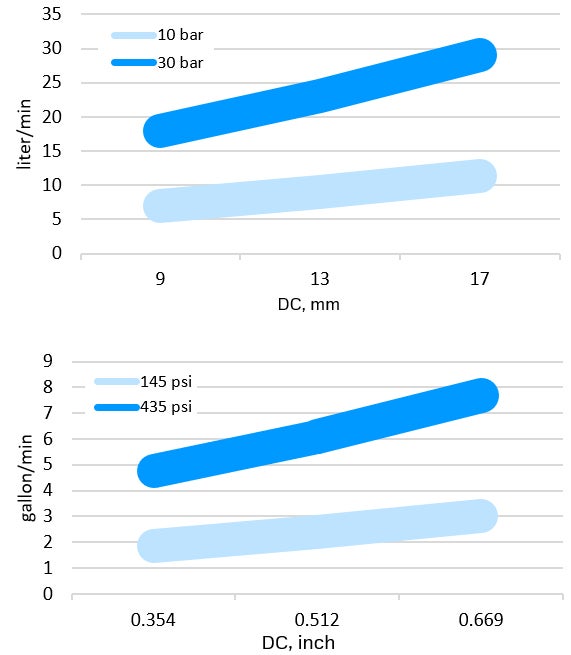
Suositeltu lastuamisnesteen vähimmäisvirtaus
Liity meihin. Pysy ajan tasalla.
Tilaa uutiskirje jo tänään
