
CoroDrill® Dura 462
Monipuoliset täyskovametalliporat lyhyiden reikien poraukseen monien eri materiaalien käsittelyssä

Reikä
Reiän kolme perusparametria ovat:
- Reiän halkaisija
- Reiän syvyys
- Reiän laatu
Reiän tyyppi ja vaadittu tarkkuus vaikuttavat työkalun valintaan. Poraukseen voivat vaikuttaa epäsäännölliset tai kulmikkaat sisään- ja ulostulopinnat sekä risteävät reiät.

Komponentti
Kun reikä analysoidaan, tarkista työkappaleen materiaali, muoto ja määrä
- Onko materiaalilla hyvät lastunmurto-ominaisuudet? Pitkä- vai lyhytlastuinen materiaali?
- Koneistettavuus?
- Materiaalin kovuus?
- Seoselementit?

Kone
Kone vaikuttaa:
- Toiminnan tyyppi
- Millaisia pitimiä ja/tai holkkeja käytetään
Harkitse aina:
- Koneen vakaus
- Karan nopeus
- Lastuamisnesteen määrä ja paine
- Työkappaleen kiinnitys
- Vaaka- tai pystykaran valinta

Pidinjärjestelmät
Tuottavuuteen vaikuttavat laadun ja geometrian lisäksi myös kyky kiinnittää työkalu tukevasti ja tarkasti. Paras tukevuus ja reiän laatu saadaan aina käyttämällä Coromant Capto®- tai CoroChuck® 930 -istukkaa, jossa on mahdollisimman lyhyt pora ja vapaapituus.
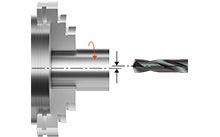
Työkalun heitto
Työkalun minimaalinen heitto on porauksen onnistumisen edellytys. Heitto ei saa ylittää 0,02 mm (0,0008 tuumaa), jotta:
- Tarkka reikätoleranssi ja suoruus
- Hyvä pinnankarheus
- Pitkä ja johdonmukainen työkalun käyttöikä

Jäähdytysneste
Jäähdytysnesteen syöttö vaikuttaa:
- Lastunpoistoon
- Reiän laatuun
- Työkalujen kestoikään
Sisäpuolista jäähdytysnestettä tarvitaan yli 3×DC:n reikäsyvyyksissä ja lastutukosten välttämiseksi.
Ulkoista jäähdytysnestettä voidaan käyttää matalien reikien syvyyteen ja hyvään lastunmuodostukseen.

Lastunhallinta
Lastunmuodostus ja -poisto on kriittinen kysymys. Lastujen jumittuminen riippuu:
- Työkappaleen materiaalista
- Poran geometrian valinnasta
- Lastuamisnesteen paineesta/tilavuudesta
- Lastuamisarvoista
Se vaikuttaa reiän laatuun, poran käyttöikään/luotettavuuteen, poran rikkoutumiseen.
Lastuamisarvot
Lastuamisnopeus on tärkein työkalun kestoikään vaikuttava tekijä.
Suuret nopeudet:
- Korkeat lämpötilat
- Lisääntynyt työkalujen kuluminen
- Huono reikälaatu
- Huono reikätoleranssi
Pienemmät nopeudet:
- Muodostuneet reunat
- Huono lastunpoisto
- Pidempi leikkausaika


Lähtökohdat
Lastuamisnopeus on porattavan aineen kovuuden ohella tärkein terän kestoikään ja tehontarpeeseen vaikuttava tekijä.

Näin koneistat korkealaatuisia reikiä
Hyvälaatuisten reikien valmistus voi vaatia tavanomaista tarkempaa huomiota. Seuraavassa on käytännön ohjeita ja vinkkejä, joilla pääset nopeasti alkuun.

Kunnostus
Kunnosta pyöreät työkalusi ja saavuta merkittäviä kustannussäästöjä kunnostuspalvelumme avulla.
Suosituksia
- On suositeltavaa käyttää hydraulisia tarkkuusistukoita
- On suositeltavaa käyttää sisäistä jäähdytysnestettä, suositeltu vähimmäispaine 10 bar (145 psi)

Tuotevalikoima
| Poran tyyppi | Pituuden ja halkaisijan suhde | Halkaisija-alue, mm (tuumaa) | Jäähdytysneste | Aste |
| Tyyppi 1 | 3×DC | 3.00–20.00 (0.118–0.787) | Sisäinen/ulkoinen | X2BM |
| Tyyppi 1 | 5×DC | 3.00–20.00 (0.118–0.787) | Sisäinen/ulkoinen | X2BM |
| Tyyppi 1 | 8×DC | 3.00–20.00 (0.118–0.787) | Sisäinen | X2BM |
| Tyyppi 2 | 3×DC | 3.30–18.00 (0.130–0.709) | Sisäinen | X2BM |
| Tyyppi 1 Mikroporat | Jopa 6×DC | 0.030–3.00 (0.001–0.118) | Ulkoinen | X0BU (pinnoittamaton) |
| Tyyppi 1 Mikroporat | Jopa 6×DC | 0.20–3.00 (0.008–0.118) | Ulkoinen | X0BM (päällystetty) |
Tailor Made® vaihtoehdot
Esimerkkejä mukautettavista parametreista, jotka vaihtelevat valitun poratyypin mukaan.
| Poran tyyppi | 1, 2, 4, 5, 6 |
| Lastuamishalkaisija | 3–25 mm (0.001 lisäystä) |
| Poran pituus | Jopa 10×D |
| Kärkikulma | 90–180 astetta |
| Jäähdytysneste | Sisäinen tai ulkoinen |
| Kulman muokkaus | Ei muutoksia, viiste, säde |
| Marginaali | Yksi tai kaksi |
| Varsi | HA, MQLHA, vahvistettu, suora varsi |
| Pinnoite | X2BM |
Poratyypit
Poramalli 1

Poramalli 2

Poramalli 4

Poramalli 5

Poramalli 6

Liity meihin. Pysy ajan tasalla.
Tilaa uutiskirje jo tänään
