
CoroMill® MH20
Taskujen jyrsintää suurella syötöllä
Suorituskykytesti, ISO S
| Työkappale: | Lentokoneteollisuuden siipituki |
| Materiaali: | S4.3.Z.AN (Ti6Al4V) |
| Toiminto: | Taskujen koneistus |
| Kone: | Okuma M560V-Genos, CAT40 BIG-PLUS® |
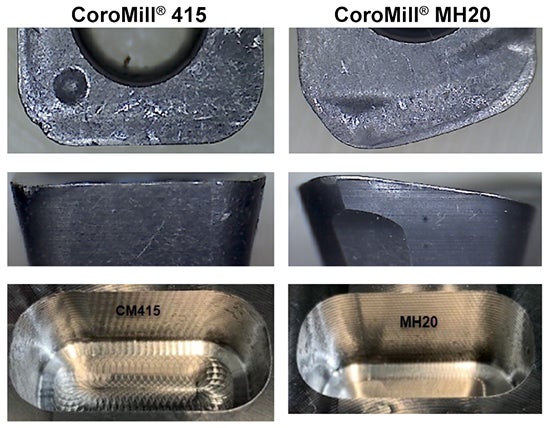
+32 % pidempi työkalun kestoikä
| CoroMill® 415 | CoroMill® MH20 | |
| Työkalu | 415-016A12-05H, zn: 3 | MH20-AR016O16-06L, zn: 2 |
| Terä | 415N-050212E-M30 S30T | M20-060320E-L30 S30T |
| Työkalun vapaapituus, mm (tuumaa) | 40 (1,575) | 40 (1,575) |
| vc, m/min (ft/min) | 69 (226) | 69 (226) |
| n, rpm | 1 000 | 1 000 |
| fz, mm/z (tuumaa/z) | 0,51 (0,020) | 0,51 (0,020) |
| vf, mm/min (tuumaa/min) | 1 530 (60,2) | 1 016 (40,0) |
| ap, mm (tuumaa) | 0,8 (0,031) | 0,8 (0,031) |
| ae, mm (tuumaa) | 16 (0,630) | 15,8 (0,622) |
| Työkalun kestoikä, min | 49 | 64,5 |
Tulos:
CoroMill® MH20:n ansiosta asiakkaan työkalujen kestoikä piteni 32 prosenttia ja työkappaleiden pintalaatu parani huomattavasti. CoroMill® MH20:n teräkulma osoittautui särmälinjaltaan kestävämmäksi ja vähemmän värinäalttiiksi.
Suorituskykytesti, ISO M
| Työkappale: | Elintarvikkeiden jalostuskoneen osa |
| Materiaali: | M1.0.Z.AQ (AISI 304) |
| Toiminto: | Sivu- ja tasojyrsintä |
| Kone: | DMG MORI NT4250, Coromant Capto® C6 |
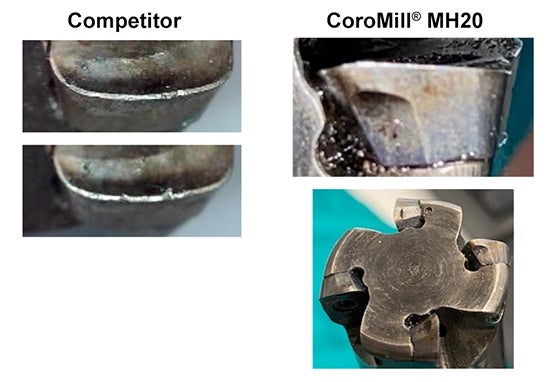
Varmaa ja luotettavaa suorituskykyä
| Kilpailija | Sandvik Coromant | |
| Työkalu | DCX: 25 mm (1 tuuma), zn: 4 | MH20-025A25-06H, zn: 4 |
| Terä | – | MH20-06 03 20E-L30 1040 |
| Työkalun vapaapituus, mm (tuumaa) | Istukka + 70 (2,76)=160 (6,30) | Istukka + 90 (3,54)=180 (7,09) |
| vc, m/min (ft/min) | 120 (394) | 120 (394) |
| n, rpm | 1 530 | 1 530 |
| fz, mm/z (tuumaa/z) | 0,85 (0,033) | 0,85 (0,033) |
| vf, mm/min (tuumaa/min) | 5 200 (205) | 5 200 (205) |
| ap, mm (tuumaa) | 0,75 (0,030) | 0,75 (0,030) |
| ae, mm (tuumaa) | 20 (0,787) | 20 (0,787) |
| Työkalun kestoikä, min | 3 työkappaletta / 49,5 min | 3 työkappaletta / 49,5 min |
Tulos:
Kolmen työkappaleen koneistuksen jälkeen kilpailijan terässä näkyi selkeää lovikulumista ja mikrolastuamista. CoroMill® MH20 ‑terä kului vähemmän, mikä on merkki teräsärmän luotettavuudesta sekä osoittaa särmälinjalaadun olevan kestävä ja parempi.
Suorituskykytesti, ISO P
| Työkappale: | Akseli |
| Materiaali: | P2.1.Z.AN (30CrMnSiNi2A), karkaisematon |
| Toiminto: | Syväuranjyrsintä ja irtikatkaisu |
| Kone: | Haitian HISION GLU16 VMC, BT50 |
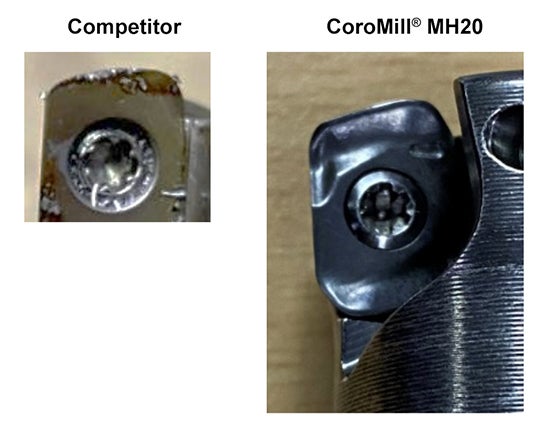
+11 % parempi tuottavuus
| Kilpailija | Sandvik Coromant | |
| Työkalu | DCX: 25 mm (1 tuuma), zn: 3 | MH20-R025A25-08M, zn: 3 |
| Terä | – | MH20-08 04 25M-M50 4340 |
| Työkalun vapaapituus, mm (tuumaa) | Istukka + 122 (4,80) | Istukka + 110 (4,33) |
| vc, m/min (ft/min) | 142 (466) | 142 (466) |
| n, rpm | 1 800 | 1 800 |
| fz, mm (tuumaa) | 0,426 (0,017) | 0,481 (0,019) |
| vf, mm/min (tuumaa/min) | 2 300 (90,6) | 2 600 (102) |
| ap, mm (tuumaa) | 0,5 (0,020) | 0,5 (0,020) |
| ae, mm (tuumaa) | 25 (0,984) | 25 (0,984) |
| Työkalun kestoikä, min | 1 työkappale / 348 min | 1 työkappale / 308 min |
Tulos:
CoroMill® MH20 onnistui lisäämään tuottavuutta 11 prosenttia ja kului vähemmän kuin kilpailijan työkalu, mikä on merkki vakaasta ja luotettavasta suorituskyvystä.
Suorituskykytesti, Inconel
| Teollisuussegmentti: | Ilmailuteollisuus |
| Työkappale: | Esittelykomponentti |
| Materiaali: | S2.0.Z.AG (Inconel 718, vanhennettu HRC 44) |
| Toiminto: | Raskas tasojyrsintä |
| Kone: | DMG MORI, Coromant Capto® C10, viisiakselinen VMC-asetus |
| Lastuamisneste: | Sisäpuolinen (emulsio) |
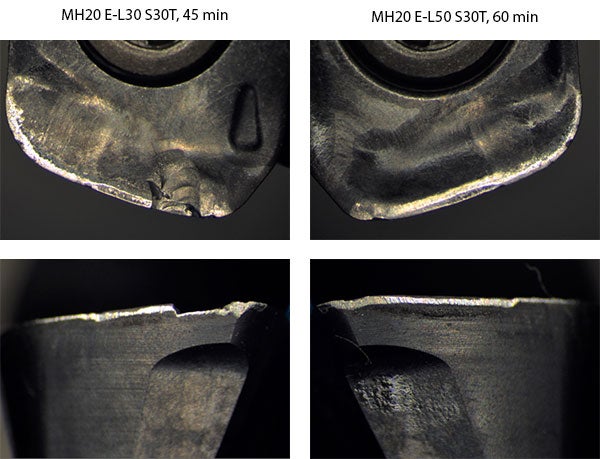
+33 % pidempi työkalun kestoikä
Siemens NX:n mukautuvalla jyrsinnällä luotu työkalurata.
| Työkalu | Työkalunpidin: CoroChuck® 930-HD Työkalu: MH20-R016A16-06L Terä: MH20-060320E-L50/L30 TS S30T |
| vc, m/min | 30 |
| fz, mm | 0,4 |
| hex, mm | 0,1 |
| vf, mm/min | 478 |
| ae, mm | 7 |
| ap, mm | 0,6 |
| Työkalun vapaapituus, mm | 48 (3×DC) |
| Koneistusaika, min | 60 (E-L50), 45 (E-L30) |
| MRR (Q), cm3/min | 1,92 |
Tulos:
E-L50-geometrialla on E-L30-geometriaan verrattuna vankempi särmälinja Inconel 718:n koneistuksessa, joten sen tulisi olla ensisijainen suositus.
Liity meihin. Pysy ajan tasalla.
Tilaa uutiskirje jo tänään
