
CoroDrill® DE10
Le foret à embout amovible pour l'alésage en grand volume

Utiliser des forets 3-8×DC
Il n'y a pas de différence entre des forets 3×D ou 8×D pour ce qui est des avances recommandées. Les données de coupe appliquées doivent être conformes aux recommandations.

CoroPlus® Tool Guide
Retrouvez les dernières conditions de coupe pour tous les groupes de matières et les articles dans le CoroPlus® Tool Guide. Définissez les paramètres de la pièce et le système génèrera les données de coupe du point de départ.

Clé de montage
Une clé de montage est incluse dans chaque boîtier de forets et s'adapte à l'ensemble de la gamme de forets. La clé de montage offre une grande visibilité pendant le processus d'assemblage et est facilement recyclable.
Numéro de commande : 5680 300-01

Couvercle en plastique avec colliers
Le couvercle en plastique améliore l'ergonomie et évite les risques d'éclats du carbure. Sa conception transparente et les colliers guides facilitent son utilisation.
Numéro de commande : 5680 300-20
Instructions d'assemblage
- Lubrifiez les surfaces de contact avant de monter l'embout de foret afin de maximiser la durée de vie de l'outil d'interface.
- Placez l'embout de foret dans le logement de plaquette à ~60 degrés de torsion par rapport à la position finale. Positionnez la clé dans les prises de clé.
- Montez/démontez l'embout.
Géométries et nuances recommandées
Géométrie -M5
- Une seule géométrie pour toutes les matières

Nuance GC4334

- Substrat à grain fin tenace riche en Cr avec revêtement PVD épais (AlTiN) de technologie Zertivo®
- Grande fiabilité et sécurité d'arête accrue offrant plus de résistance aux arêtes rapportées et à l'écaillage
Nuance GC2334

- Substrat à grain fin tenace riche en Cr avec revêtement PVD multicouches (AlTiCrN) de technologie Zertivo®
- Grande fiabilité et résistance améliorée à l'écaillage de la face de coupe et du listel
Recommandations en matière de trous débouchants
Lorsque vous percez des trous débouchants avec une géométrie -M5, utilisez la longueur de pointe (PL) + 1 mm (0.039 pouce) pour vous assurer que l'embout du foret passe complètement à travers la sortie du trou. La valeur PL exacte est indiquée sur la page web de l'article.

| Taille d'interface, embout de foret | DC min.-max., mm | PL min.-max. | PL min.-max. |
| mm | pouces | ||
| 090 | 09.00-09.49 | 1.27-1.31 | 0.050-0.052 |
| 095 | 09.50-09.99 | 1.34-1.38 | 0.053-0.054 |
| 100 | 10.00-10.49 | 1.41-1.45 | 0.056-0.057 |
| 105 | 10.50-10.99 | 1.48-1.52 | 0.058-0.060 |
| 110 | 11.00-11.49 | 1.55-1.59 | 0.061-0.063 |
| 115 | 11.50-11.99 | 1.62-1.66 | 0.064-0.065 |
| 120 | 12.00-12.49 | 1.69-1.73 | 0.067-0.068 |
| 125 | 12.50-12.99 | 1.76-1.80 | 0.069-0.071 |
| 130 | 13.00-13.49 | 1.83-1.87 | 0.072-0.074 |
| 135 | 13.50-13.99 | 1.90-1.94 | 0.075-0.076 |
| 140 | 14.00-14.99 | 1.99-2.07 | 0.078-0.081 |
| 150 | 15.00-15.99 | 2.13-2.21 | 0.084-0.087 |
| 160 | 16.00-16.99 | 2.27-2.34 | 0.089-0.092 |
| 170 | 17.00-17.99 | 2.41-2.49 | 0.095-0.098 |
Opérations avancées
Note : ces opérations avancées ne sont pas recommandées, mais si elles sont nécessaires, suivez les instructions ci-dessous. Les résultats peuvent varier en fonction de la matière de la pièce et de la longueur du foret.
| Perçage de surfaces inclinées | Sortie de surface inclinée | Surfaces convexes | Surfaces concaves | Trous sécants | |
| Conditions de départ | Angle ≤ 10º | Angle ≤ 30º | Rayon minimal de la surface : 4×DC | Rayon minimal de la surface : 1×DC | Diamètre minimum recommandé sur le trou à traverser : 2×DC |
| Vitesse de coupe, vc | Utilisez la valeur recommandée pour la matière de la pièce | ||||
| Avance, fn | Valeur de départ ; réduire à 1/3 de l'avance recommandée | ||||
Recommandations en matière de faux-rond
Le faux-rond est influencé, par exemple, par l'état de la machine, le porte-outil et le montage.
Préférable : ≤ 0.03 mm (0.0012 pouce)
Acceptable : ≤ 0.06 mm (0.0024 pouce)
Inacceptable : > 0.06 mm (0.0024 pouce)

Applications de tournage
Dans les applications avec forets statiques, un désalignement important affecte grandement la sécurité du process et la stabilité de l'outil. Respectez toujours ces recommandations.
Préférable : ≤ 0.10 mm (0.0039 pouce)
Acceptable : ≤ 0.20 mm (0.0079 pouce)
Inacceptable : > 0.20 mm (0.0079 pouce)

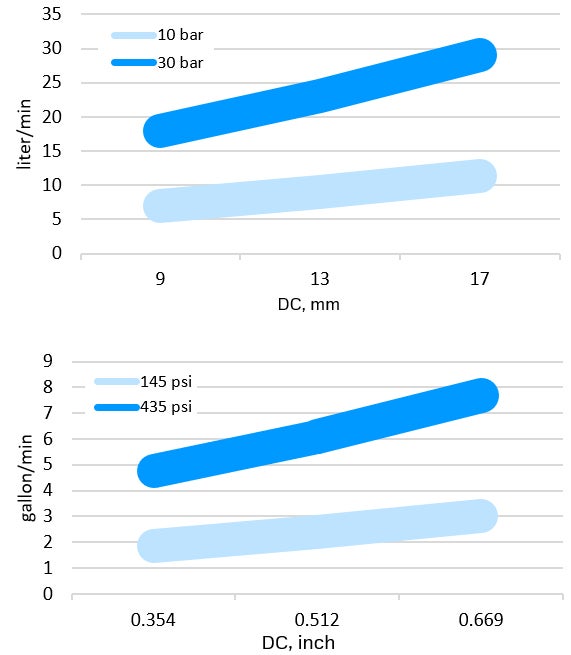
Recommandations sur l'arrosage
- L'arrosage par l'intérieur est recommandé pour une bonne évacuation des copeaux
- Le débit de liquide de coupe doit être suffisant ; utiliser la concentration en huile de coupe recommandée par le fournisseur
- Le débit de liquide de coupe doit être suffisant pour assurer une bonne évacuation des copeaux dans les trous profonds
Débit de liquide de coupe minimum recommandé
Abonnez-vous pour rester informé(e).
Abonnez-vous dès aujourd'hui à notre e-newsletter
