
Fúrási kopás és hibaelhárítás
Hibaelhárítás
- Váltólapkás fúró
- Cserélhető hegyű fúró
- Tömör keményfém fúró
Váltólapkás fúró
Túlméretes furatok
Forgó fúró
- Növelje a hűtőközeg mennyiségét, tisztítsa ki a szűrőt és a hűtőfuratokat
- Próbáljon ki egy erősebb geometriát a kerületen (a központi lapkát hagyja változatlanul)
Álló fúró
- Ellenőrizze az eszterga pozicionálását
- Forgassa el a fúrót 180 fokkal
- Próbáljon ki egy erősebb geometriát a kerületen (a központi lapkát hagyja változatlanul)
Alulméretes furatok
Forgó fúró
- Növelje a hűtőközeg mennyiségét, tisztítsa ki a szűrőt és a hűtőfuratokat
- Próbáljon ki egy szívósabb geometriát középen, és lágyan forgácsoló geometriát a kerületen
Álló fúró
- Álló: Ellenőrizze az eszterga pozicionálását
- Álló: Forgassa el a fúrót 180 fokkal
- Próbáljon ki egy szívósabb geometriát középen, és lágyan forgácsoló geometriát a kerületen
Csap a furatban
Forgó fúró
- Növelje a hűtőközeg mennyiségét, tisztítsa ki a szűrőt és a hűtőfuratokat
- Próbáljon ki egy eltérő geometriát a kerületi oldalon, és állítsa be az előtolást az ajánlott forgácsolási adatokkal
- Rövidítse a fúró túlnyúlását
Álló fúró
- Ellenőrizze az eszterga pozicionálását
- Növelje a hűtőközeg mennyiségét, tisztítsa ki a szűrőt és a hűtőfuratokat
- Rövidítse a fúró túlnyúlását
- Próbáljon ki egy eltérő geometriát a kerületi oldalon, és állítsa be az előtolást az ajánlott forgácsolási adatokkal
Rezgések
- Csökkentse a fúró túlnyúlását, növelje a munkadarab stabilitását
- Csökkentse a forgácsolási sebességet
- Próbáljon ki egy eltérő geometriát a kerületi oldalon, és állítsa be az előtolást az ajánlott forgácsolási adatokkal
Elégtelen gépnyomaték
- Csökkentse az előtolást
- Válasszon könnyű forgácsoló geometriát a forgácsolási erő csökkentése érdekében
Elégtelen gépteljesítmény
- Csökkentse a sebességet
- Csökkentse az előtolást
- Válasszon könnyű forgácsoló geometriát a forgácsolási erő csökkentése érdekében
Aszimmetrikus furat
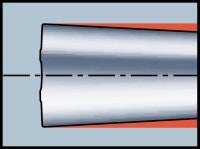
A furat kiszélesedik az aljánál (a központi lapkán történt forgácselakadás miatt)
- Növelje a hűtőközeg mennyiségét, tisztítsa ki a szűrőt és a hűtőfuratokat
- Próbáljon ki egy eltérő geometriát a kerületi oldalon, és állítsa be az előtolást az ajánlott forgácsolási adatokkal
- Rövidítse a fúró túlnyúlását
Rövid éltartam

- Ellenőrizze az ajánlott forgácsolási adatokat
- Növelje a hűtőközeg mennyiségét, tisztítsa ki a szűrőt és a hűtőfuratokat
- Csökkentse a fúró túlnyúlását, növelje a munkadarab stabilitását és ellenőrizze a szerszámtartót
- Ellenőrizze, hogy a csúcs/lapkaülék és a csavar nem sérült-e
- Lásd a tipikus kopásokat az adott megoldásokért
- Válasszon kopásállóbb lapkaminőséget, ha lehetséges
Törött lapkacsavarok

- Használjon nyomatékkulcsot és molykote-ot a csavar meghúzásához
Rossz felületi minőség
- Fontos a jó forgácskezelés
- Csökkentse az előtolást (ha fontos a vf megtartása, növelje a sebességet is)
- Növelje a hűtőközeg mennyiségét, tisztítsa ki a szűrőt és a hűtőfuratokat
- Csökkentse fúró kinyúlását, növelje a munkadarab stabilitását
Beszorul a forgács a fúrócsatornába
Ezt a hosszú forgács okozza
- Ellenőrizze geometriára és a forgácsolási adatokra vonatkozó ajánlásokat
- Növelje a hűtőközeg mennyiségét, tisztítsa ki a szűrőt és a hűtőfuratokat
- Csökkentse az előtolást az ajánlott forgácsolási adatokon belül
- Növelje a forgácsolási sebességet az ajánlott forgácsolási adatokon belül
Elhajlás

- A furat tűrésen kívül
- Rossz felületi minőség – visszahúzási jel
- Kopás a szerszámtesten
- Lapkatörés
| Ok | Megoldás |
| A forgácsolóerők túl nagyok | 1. Válasszon kisebb csúcssugárral rendelkező geometriát 2. Csökkentse az előtolást 3. Csökkentse az előtolást a belépéskor |
| Elégtelen stabilitás | 1. Növelje a stabilitást 2. Válasszon rövidebb szerszámtestet (4xD -> 3xD) |
Forgácsképződési problémák
Hosszú forgácsú anyagok, pl. rozsdamentes vagy alacsony széntartalmú acélok
| Eredmény | Lehetséges ok | Megoldás |
| Rossz/hosszú forgácsok – forgácselakadás | Rossz geometria | Válassza az –LM geometriát |
| Rossz felületi minőség | Túl kicsi a forgácsolási sebesség | Növelje a forgácsolási sebességet |
| Lapka- vagy szerszámtörés | Túl nagy előtolás | Csökkentse az előtolást |
Rövid forgácsú anyagok, pl. normál acél
| Eredmény | Lehetséges ok | Megoldás |
| Rossz/hosszú forgácsok – forgácselakadás | Állószerszám (eszterga) | Válasszon kis előtoláshoz való geometriát (GR -> GM) |
| Rossz felületi minőség | Rossz geometria | Növelje az előtolást |
| Lapka- vagy szerszámtörés | 1. A forgácsolási sebesség túl kicsi 2. Túl kis előtolás | Növelje a forgácsolási sebességet |
A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
Cserélhető hegyű fúró
A furat tűrésen kívül
- Ellenőrizze a csúcskopást
- Ellenőrizze az ütést
- Csökkentse az előtolást
- Ellenőrizze a munkadarab stabilitását, a szerszám befogását és a munkadarab felületét
- Pilot-/szpotfúró hosszabb furatokhoz
- Álló alkalmazásokban – ellenőrizze az illesztést
Rezgés
- Csökkentse a fúró kinyúlását, növelje munkadarab stabilitását, ellenőrizze a szerszám befogását
- Csökkentse a forgácsolási sebességet
- Előtolás/ford. beállítása
Nem megfelelő gépteljesítmény vagy nyomaték
- Csökkentse a sebességet
- Csökkentse az előtolást
- Válasszon könnyű forgácsoló geometriát a forgácsolási erő csökkentése érdekében
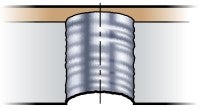
Furat nem hengeres
A furat a belépésnél kiszélesedik
- Ellenőrizze az ütést
- Állítsa be az előtolást
- Rövidítse a fúró kinyúlását, és ellenőrizze a szerszámbefogást
- Készítsen vezetőfuratot rövid fúróval a hosszabb fúrókhoz
Alacsony éltartam
Ellenőrizze az ajánlott forgácsolási adatokat
- Növelje a hűtőközeg mennyiségét, tisztítsa ki a szűrőt és a hűtőfuratokat
- Csökkentse a fúró kinyúlását, növelje a munkadarab stabilitását, és ellenőrizze a szerszámbefogást
- Ellenőrizze, hogy a csúcs/lapkaülék és a csavar nem sérült-e
- Lásd a tipikus kopásokat az adott megoldásokért
- Válasszon kopásállóbb lapkaminőséget, ha lehetséges
Rossz felületi minőség
- Fontos a jó forgácskezelés
- Csökkentse az előtolást (ha fontos megtartani a vf értéket, növelje a sebességet is)
- Növelje a hűtőközeg mennyiségét, tisztítsa ki a szűrőt és a hűtőfuratokat
- Csökkentse a fúró túlnyúlását, növelje a munkadarab stabilitását
Beszorul a forgács a fúrócsatornába
- Módosítsa a forgácsolási adatokat a jobb forgácselvezetéshez
- Növelje a hűtőközeg mennyiségét, tisztítsa ki a szűrőt és a hűtőfuratokat a fúróban, ellenőrizze a hűtőfolyadék koncentrációját
- A forgácselakadás túlzott szerszámtest-kopáshoz vezethet
- Távolítsa el a fúrótestre tapadt munkadarab-anyagot az elakadás elkerülésére
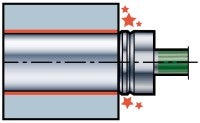
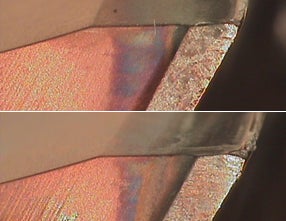
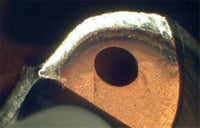
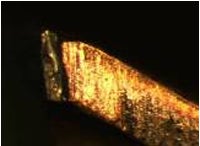
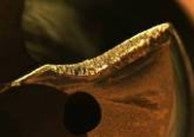
Belépési forgács

„Tűk” a kerületen
- Túlzott kopás veszélye, ha tűk láthatók a kezdeti forgács kerületén
- Valószínű ok – kiegyensúlyozatlanság a következő miatt: ÜtésFerde belépésTúl nagy előtolásNem stabil/gyenge feltételekSaroktörés/kopás
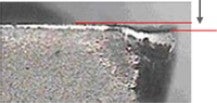
Forgácskezelés – Optimalizáció

- A fent látható karcolásnyom a forgácson az elakadás jele, amely negatívan befolyásolja a furatminőséget. Furatminőség javításához ajánlott csökkenteni az előtolást, és ha lehetséges, növelni a sebességet
Tömör keményfém fúró
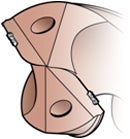
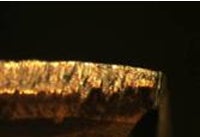
Belépési forgács – Tömör keményfém fúrók és cserélhető hegyű fúrók
„Tűk” a kerületen
- Túlzott kopás veszélye, ha tűk láthatók a kezdeti forgács kerületén
- Valószínű ok – kiegyensúlyozatlanság a következő miatt: ÜtésFerde belépésTúl nagy előtolásNem stabil/gyenge feltételekSaroktörés/kopás
Forgácskezelés – Optimalizáció
- A fent látható karcolásnyom a forgácson az elakadás jele, amely negatívan befolyásolja a furatminőséget. Furatminőség javításához ajánlott csökkenteni az előtolást, és ha lehetséges, növelni a sebességet
A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
Fúrási kopástípusok
- Váltólapkás fúrók
- Cserélhető hegyű fúró
- Tömör keményfém fúró
Váltólapkás fúrók
Hátkopás
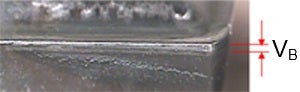
A hátkopás a leggyakoribb kopástípus egyensúly esetén. Hátkopás eredményei:
- Rossz felületi minőség
- A furat tűrésen kívül
- Teljesítménynövelés
| Ok | Művelet |
| 1. A forgácsolási sebesség túl nagy (vc) | 1. Csökkentse a forgácsolási sebességet (vc) |
| 2. Nem megfelelő kopásállóság a minőségben | 2. Válasszon kopásállóbb minőséget |
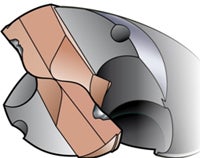
Kráteres kopás
Központi lapka

Kerületi lapka

Kráterkopás eredményei:
- A gyenge forgácsolóél az él töréséhez és rossz forgácsokhoz vezethet
- Rossz felületi minőség
- Teljesítménynövelés
| Ok | Művelet |
| Központi lapka: koptató forgácsok (munkadarab anyaga) | Központi lapka: csökkentse az előtolást |
| Kerületi lapka: diffúz kopás a magas hőmérséklet miatt (PVD esetén rosszabb) | Kerületi lapka: 1. Csökkentse a forgácsolási sebességet 2. Válasszon kopásállóbb minőséget (gyakran MT-CVD) |
| Válasszon pozitívabb geometriát a jobb forgácsképződés érdekében |
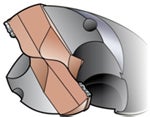
Képlékeny alakváltozás
Élbenyomódás
Kinyomódás

Az él benyomódása vagy kitüremkedése rossz forgácskezeléshez, rossz felületi minőséghez és tűrésen kívüli furathoz vezethet.
| Ok | Művelet |
| Forgácsolási hőmérséklet túl magas, nagy nyomással kombinálva (előtolás és/vagy munkadarab keménysége) | Csökkentse az előtolást (fn) Válasszon nagyobb PD-vel (melegszilárdság) szembeni ellenálló képességű minőséget Csökkentse a forgácsolási sebességet (vc) |
| Az eredmény túlzott hát- és/vagy kráteres kopás | Válasszon nagyobb PD-vel (melegszilárdság) szembeni ellenálló képességű minőséget Csökkentse a forgácsolási sebességet (vc) |
Csorbulás a forgácsolási zónában

Csorbulás a forgácsolási zónában eredménye:
- Túlzott hátkopás
- Rossz felületi minőség
| Ok | Művelet |
| Instabil körülmények | Stabilitás növelése (szerszámkinyúlás, befogás) |
| Szabálytalan felület | Csökkentse az előtolást a belépésnél. Válasszon szívósabb geometriát |
| Nem eléggé szívós minőség | Válasszon szívósabb minőséget |
| A lapkageometria túl gyenge | Válasszon erősebb geometriát |
| Elégtelen hűtőfolyadék | Növelje a hűtőfolyadék-ellátást |
| Homokzárványok (öntöttvas) | Válasszon erősebb geometriát, csökkentse az előtolást |
Törés
A törés eredményei:
- Szerszám tönkremenetele
- Tönkrement munkadarab

| Ok | Művelet |
| Elégtelen stabilitás | Javítsa a stabilitást (rövidebb szerszám-túlnyúlás, jobb munkadarab-befogás stb.) |
| Megszakított forgácsolás | Csökkentse az előtolást, válasszon szívósabb geometriát (-GR vagy –GT) |
| Elégtelen hűtőfolyadék | Növelje a hűtőfolyadék-ellátást |
| Túl nagy előtolás és/vagy túl nagy/kicsi forgácsolási sebesség | Állítsa be a forgácsolási adatokat |
| A minőség túl törékeny (P-lapka) | Válasszon szívósabb minőséget |
| Lapka elkopott | Határozza meg a biztonságos szerszáméltartamot a kerületi lapkán |
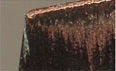
Élrátét (BUE)

Élrátét képződés eredményei:
- Gyenge felületi minőség és élcsorbulás, ha a BUE-t letépik a forgácsok
- Forgácsolóél kicsorbulása
| Ok | Művelet |
| Kedvezőtlen hőmérséklet (forgácsolási sebesség) | Növelje/csökkentse a forgácsolási sebességet (magas/alacsony hőmérséklet) Válasszon bevonattal ellátott minőséget |
| Túl negatív forgácsológeometria | Válasszon pozitívabb geometriát |
| Tapadó anyag | Növelje az olajkeveréket és a térfogatot/nyomást a hűtőfolyadékban |
| Túl kevés olajkeverék a hűtőfolyadékban | Növelje az olajkeveréket és a térfogatot/nyomást a hűtőfolyadékban |
Cserélhető hegyű fúró
Tipikus kopás különböző anyagokban -PM geometria esetén
Ötvözetlen acél / CMC01.1



- Szegély-/kerületi kopás, apró csorbulásként kezdődik és a szegély szélességében terjedve horonnyá fejlődik
- Folyamatosan növekvő kopás a fő élen
Gyengén ötvözött acél / CMC02.2
- Folyamatosan növekvő kopás a fő élen/szegélyen a csúcshoz közel
Hátkopás

Hátfelületi kopás a fő élen
Hátfelületi kopás a körkörös élszalagon
Normál és kedvezőbb kopástípus kiegyensúlyozás esetén
| Ok | Művelet |
| A forgácsolási sebesség túl nagy | Csökkentse a forgácsolási sebességet |
| Túl alacsony az olaj aránya a hűtőfolyadékban | Növelje az olaj mennyiségét a hűtőfolyadékban (mindig egyeztessen az olaj gyártójával, hogy ne lépje túl az ajánlott mennyiséget) |
| Elégtelen hűtőfolyadék-ellátás | Növelje a hűtőfolyadék-áramlást |
| A teljes ütés túl nagy (ha a kopás a szélén történik) | Ellenőrizze a radiális ütést (szegélykopás esetén) |
Képlékeny alakváltozás
| Ok | Művelet |
| Túl nagy forgácsolási sebesség és/vagy előtolás | Csökkentse a forgácsolási sebességet és/vagy az előtolást |
| Elégtelen hűtőfolyadék-mennyiség | Növelje a hűtőfolyadék-áramlást |
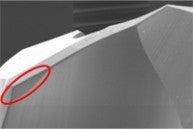
Élkitöredezés
Élkitöredezés a kerületen
Élkitöredezés a fő élen
Az élkitöredezés gyakori kopástípus, ha előfúrt furatba fúr. Ha a csúcsszög kisebb az előfúrt furaton, a stabilitás nem lesz jó, és a sarkok megsérülhetnek. Ez akkor is megtörténhet, ha a csúcsszögek tűrései nem egyeznek. Ez testreszabott fúrókkal vagy marással készített lapos aljú furatokkal elkerülhető.
| Ok | Művelet |
| Instabil körülmények | Ellenőrizze az összeállítást |
| A teljes ütés túl nagy | Ellenőrizze a radiális ütést |
| Túl nagy előtolás | Csökkentse az előtolást |
| Elégtelen hűtőfolyadék-mennyiség (hőrepedés) | Ellenőrizze a hűtőközeg-ellátást |
Élrátétképződés.
| Ok | Művelet |
| Nem megfelelő forgácsolási sebesség | 1. Növelje a forgácsolási sebességet, ha élrátétképződés jelentkezik a középpontban 2. Csökkentse a forgácsolási sebességet, ha BUE a kerületen |
| Túl alacsony az olaj aránya a hűtő-kenő folyadékban | Növelje az olaj mennyiségét a hűtőfolyadékban (mindig egyeztessen az olaj gyártójával, hogy ne lépje túl az ajánlott mennyiséget) |
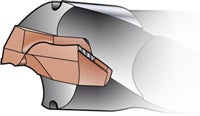
Ha nem kerülhető el a BUE zóna, számítsa ki a sebességet, amellyel a BUE a fúró legerősebb részére kerül (átmérő 50%-a).
A külső hűtőfolyadék-hozzávezetés használata negatívan befolyásolhatja a forgácselvezetést.

A forgácsolási sebesség növelésével az élrátétképződést
vigye a fúró élrátétképződési középpontjába

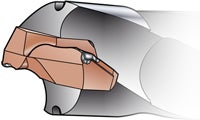
A forgácsolási sebesség csökkentésével vigye
a kerületre vagy szüntesse meg az élrátétképződést
Tömör keményfém fúró
Hátkopás
Hátfelületi kopás a fő élen

Hátfelületi kopás a körkörös élszalagon
Kedvezőbb kopástípus kiegyensúlyozás esetén
| Ok | Művelet |
| A teljes ütés túl nagy | Ellenőrizze a radiális ütést |
| A forgácsolási sebesség túl nagy | Csökkentse a forgácsolási sebességet |
| Túl kis előtolás | Növelje az előtolást |
| Túl lágy minőség | Használjon keményebb minőséget |
| Elégtelen hűtőfolyadék | Növelje a hűtőfolyadék nyomását |
Kopás a keresztélen


| Ok | Művelet |
| A teljes ütés túl nagy | Ellenőrizze a radiális ütést |
| Túl kicsi a forgácsolási sebesség | Növelje a forgácsolási sebességet |
| Túl nagy előtolás | Csökkentse az előtolást |
A kopás a keresztélen befolyásolja a furatminőséget a nem megfelelő központozás miatt.
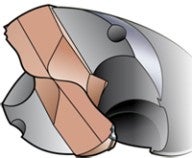
Élkitöredezés

Élkitöredezés a kerületen

Élkitöredezés a fő élen
Az élkitöredezés gyakori kopástípus, ha előfúrt furatba fúr. Ha a csúcsszög kisebb az előfúrt furaton, a stabilitás nem lesz jó, és a sarkok megsérülhetnek. Ez akkor is megtörténhet, ha a csúcsszögek tűrései nem egyeznek. Ez testreszabott fúrókkal vagy marással készített lapos aljú furatokkal elkerülhető.
| Ok | Művelet |
| Instabil körülmények | Ellenőrizze az összeállítást |
| A teljes ütés túl nagy | Ellenőrizze a radiális ütést |
| Elégtelen hűtőfolyadék-mennyiség (hőrepedés) | Ellenőrizze a hűtőközeg-ellátást |
| Meghaladta a maximális megengedett kopást | Állítsa be a forgácsolási adatokat |
Fúrótörés

| Ok | Művelet |
| A teljes ütés túl nagy | Ellenőrizze a radiális ütést |
| Instabil körülmények | Ellenőrizze az összeállítást |
| Elégtelen orsóteljesítmény | Ellenőrizze a forgácsolási adatokat |
| Forgácselakadás | Ellenőrizze a hűtőközeg-ellátást |
| Túl nagy előtolás | Csökkentse az előtolást |
| Túlzott kopás | Ellenőrizze gyakrabban a kopást |
Élrátétképződés.


| Ok | Művelet |
| A forgácsolási sebesség és az él hőmérséklete túl alacsony | 1. Növelje a forgácsolási sebességet, ha élrátétképződés jelentkezik a középpontban 2. Csökkentse a forgácsolási sebességet, ha élrátétképződés jelentkezik a kerületen |
| A negatív élszalag túl nagy | Éles forgácsolóél |
| Nincs bevonat | Bevonat az élen |
Ha nem kerülhető el a BUE zóna, számítsa ki a sebességet, amellyel a BUE a fúró legerősebb részére kerül (átmérő 50%-a).
A külső hűtőfolyadék-hozzávezetés használata negatívan befolyásolhatja a forgácselvezetést.
A forgácsolási sebesség növelésével az élrátétképződés
a fúró közepe felé vihető
A forgácsolási sebesség csökkentésével
az élrátétképződés a kerületre vihető vagy elkerülhető
Tipikus kopás
Az anyagtól függetlenül
- Mindig hátkopás
- Az élkitöredezés ritkán látható Folyamatbiztonság
Ötvözetlen acél/ CMC01.1
- Szegély-/kerületi kopás A kopás csorbulásként kezdődikA csúcs felé terjed
Gyengén ötvözött acél / CMC02.2
- Sarokkopás

Erősen ötvözött acél / CMC03.11
- Jelentős hátkopás
- Kis sérülések a sarkon
Sarok kivitel
Vigyázat!
- Ne tévessze össze a megerősítést kopással
A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
