
Homlokbeszúrás

Amikor egy alkatrész homlokfelületén axiális hornyot készít, fontos a megfelelő szerszám kiválasztása. A horony hajlítási sugara határozza meg a szerszám ívét. A forgácselvezetés problémát okozhat a homlokbeszúrás során az ívelt horony miatt. A horonyban elakadó forgácsok lapkatöréshez vezethetnek, ami veszélyezteti a folyamatbiztonságot.
A megfelelő homlokbeszúró szerszámok kiválasztása
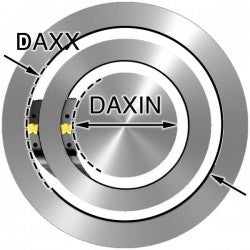
Átmérőtartomány (DAXIN és DAXX)
Válassza ki az első fogásvételi átmérő tartományát (DAXIN és DAXX). Használja a szerszámot a legnagyobb átmérőn, amely megfelel a horonynak. A nagyobb átmérőjű szerszám kevésbé ívelt, ezért merevebb és stabilabb. Emellett jobb forgácskezelést is eredményez.
Fogásmélység (CDX)
A maximális stabilitás érdekében mindig használja a lehető legrövidebb fogásmélységű szerszámot (CDX).
Lapkaszélesség (CW)
A horony kialakításához használja a lehető legszélesebb lapkát és szerszámot. A szélesebb szerszámtartók nagyobb merevséggel rendelkeznek, így nagyobb stabilitást biztosítanak.

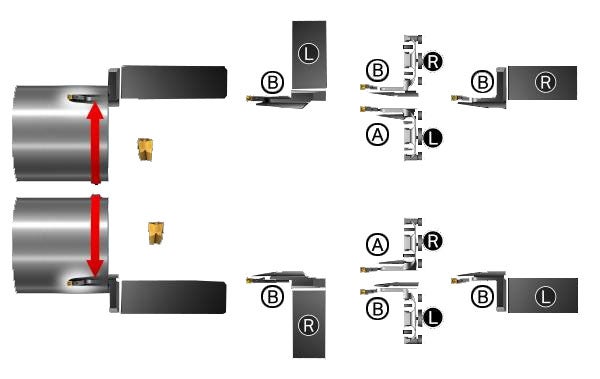
Szerszámirány és ívtípus
Válassza ki a megfelelő szerszámot (A vagy B ív, jobbos vagy balos) a szerszámgéptől és a munkadarab forgásától
- A ív = Belső megmunkáláshoz
- B ív = Homlokbeszúráshoz csapig
A ív
B ív
A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
Szerszámtartó-ajánlás
A homlokbeszúrási művelettől függően a megfelelő szerszámtartó kiválasztásakor az alábbiakat kell figyelembe venni:
- A gépcsatlakozó kiválasztása. Válasszon moduláris vagy tömör megoldást, például QS szárat
- 0° vagy 90°-os tartó
- Jobbos vagy balos szerszám. Ez a korábbi választásaitól függ

0°-os tartó

90°-os tartó
Balos vagy jobbos?
Ellenőrizze, hogy jobbos vagy balos szerszámra van-e szüksége a korábbi választások függvényében.
A legjobb homlokbeszúrási eredmény elérése érdekében ajánlott kifejezetten ehhez a művelethez tervezett rendszert használni, például a CoroCut QF-et. Az adott termékoldalt meglátogatva vagy a CoroPlus® ToolGuide segítségével szerezhet további információkat a megfelelő homlokbeszúró szerszám kiválasztásához.
Egyedi kialakítású szerszámok
Minden standard homlokbeszúró szerszám úgy van kialakítva, hogy első fogásvételkor egy nagyobb átmérőtartományt fedjen le. Ha a megmunkálandó horonyhoz optimalizált szerszámot szeretne, akkor beruházhat egy Tailor Made-szerszámtartóba. Az adott első fogásvételi átmérőhöz kialakított penge egyenletes alakkal rendelkezik, aminek köszönhetően nagyobb a merevsége, mint a standard vesszőalakú szerszámok esetében (lásd a képen). A fogásmélység és az első fogásvétel átmérője pontosan beállítható az igények szerint, így optimalizált szerszám hozható létre homlokbeszúráshoz.

Standard tartó
Magasabb szerszámmerevség

Tailor made tartó
A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
A megfelelő homlokbeszúró szerszám kiválasztása kiesztergáláshoz

Ha axiális hornyot szeretne készíteni a munkadarabon, ki kell választani a megfelelő szerszámtartót a lapkához. A szerszámtartót illeszteni kell a horony hajlítási sugarához, és ezért íveltnek kell lennie. A forgácskezelés fontos a homlokbeszúrásnál, mert a forgácsnak elég hosszúnak kell lennie, hogy ne akadhasson el a horonyban, de elég rövidnek, hogy ne csavarodjon fel a szerszámra vagy a munkadarabra.
Homlokbeszúrási műveletek
Stratégiák
Nagyolás
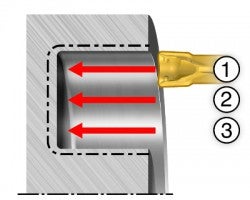
Mindig a legnagyobb átmérővel (1) kezdje, és onnan haladjon befelé. Ebben a lépésben a folyamatos forgácsot előnyben kell részesíteni, hogy elkerülhesse a szűk horonyban a forgács elakadását. Használjon léptető vagy mikroütközőket, ha rövidebb forgácsokat szeretne. A további fogások (2, 3) ajánlott szélessége: 0,5‒0,8 x lapkaszélesség. Mivel a forgácsok könnyebben jönnek ki ezen a ponton, növelheti az előtolást 30–50%-kal. Általában ezeknél a lépcsőknél rövidebb forgácsok érhetők el.
Mély hornyok
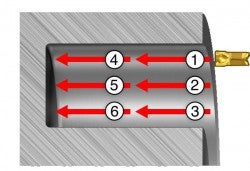
Mély hornyok megmunkálását (> 25 mm (0,984 col)) ajánlatos két lépésben elvégezni:
- Munkálja meg a hornyot 50%-os mélységgel és a szükséges szélességgel (1, 2, 3)
- Munkálja meg a kívánt mélységig (4, 5, 6)
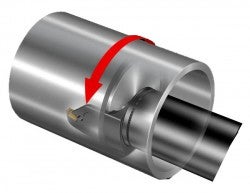
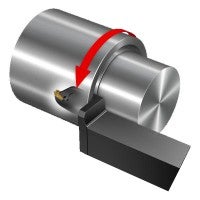
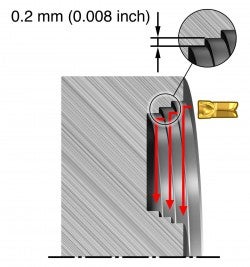
Nagyolás palástesztergálással
p
A palástesztergálással jobb forgácskezelés és forgácstörés érhető el. Kezdje a legnagyobb átmérővel, és haladjon a középpont felé. Ne haladjon a váll felől vagy felé, hagyjon 0,2 mm (0,008 col) lépéseket az egyes menetek között. A palástesztergálás sokkal stabilabb folyamat, mint az axiális előtolással történő forgácsolás. A rezgés elkerülése érdekében használja a palástesztergálást. Ügyeljen arra, hogy a palástesztergálás kevésbé produktív, mint a tengelyirányú forgácsolás a kisebb fogásmélység miatt (a)
Simítás
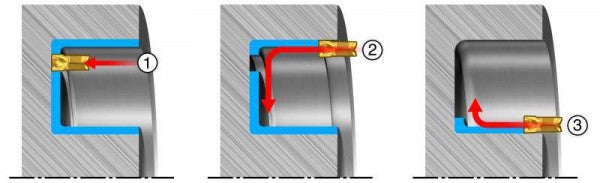
Simítás esetén mindig nehéz a megfelelő forgácskezelés elérése, különösen a lekerekítések kialakításánál. Fontos, hogy az eltávolítandó anyagmennyiség három fogással legyen leválasztva.
- Először vegyen tengelyirányú fogást a legnagyobb átmérő sarokrádiusza közelében.
- A második fogást kezdje a legnagyobb átmérőnél, és végezze el a belső átmérő csúcssugarának megmunkálását.
- A harmadik lépésben alakítsa ki a belső átmérőt és a csúcssugarat.
Nagy pontosságú hűtőközeg-hozzávezetés

Akkor is nagy pontosságú hűtőfolyadék-hozzávezetéssel rendelkező homlokbeszúró szerszámokat alkalmazzon, ha berendezésének maximális hűtőközeg-nyomása alacsony (7‒10 bar) (102‒145 PSI)). A nagy pontosságú hűtőközeg-hozzávezetés javítja a forgácselvezetést, és csökkenti annak a kockázatát, hogy a forgács a horonyban ragad, különösen mély hornyok esetén. A megfelelő forgácskezelés és forgácselvezetés érdekében használja a lehető legmagasabb nyomású hűtőközeget, akár 80 bar (1160 PSI).
