Belső beszúrás
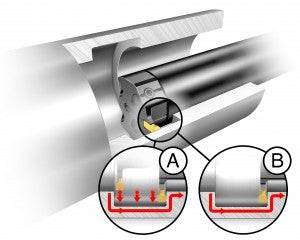
A belső beszúrásnál a nagy kinyúlások és a rossz forgácselvezetés okoznak problémákat. A nagy kinyúlások elhajlással és rezgésekkel kapcsolatos gondokat okozhatnak. A rezgések és a rossz forgácselvezetés lapkatörést okozhatnak. A forgácselvezetési problémák gyenge felületi minőséget is eredményezhetnek. A belső hornyok készítésének leggyakoribb módja a radiális beszúrás, de használható többszörös beszúrás (A) és merülőesztergálás (B) is.
Belső beszúrás – Alkalmazási tippek
- A nagy térfogatáramú nagy pontosságú hűtőközeg-hozzávezetés javítja a forgácskezelést és -elvezetést.
- A kisebb rúd javítja a forgácselvezetést, de csökkenti a stabilitást
- A rezgések elkerüléséhez a legkisebb kinyúlást kell választani a lehető leglágyabban forgácsoló geometriával
- A rezgés elkerülhető több fogásvétellel és vékonyabb lapkával. Befejezésként végezzen el simítási műveletet (lásd az (A) ábrát jobbra)
- Egy belső horony megmunkálható egyetlen fogással is, amelyet merülőesztergálás követ (B). Kezdje az alján, és munkálja meg hátulról előre a furatot a legjobb forgácselvezetés érdekében
- Használjon kisebb lapkaszélességet és csúcssugarat a kisebb forgácsolóerőkhöz
- A kisebb rezgésekkel és pontos magassággal végzett pontos megmunkálás érdekében, használjon olyan befogási megoldást, amely támogatja ezt, ilyenek például az EasyFixTM perselyek.
A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
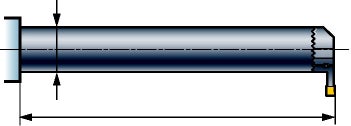
5–7 x D kinyúlások esetén használjon megerősített keményfém csillapított késeket
L= 5–7xD
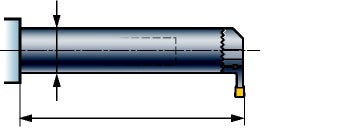
3−6xD kinyúlások esetén használjon csillapított keményfém késeket
L = 3−6xD

3xD alatti kinyúlásokhoz használjon acélkéseket
L ≤ 3xD
Belső beszúrási stratégiák
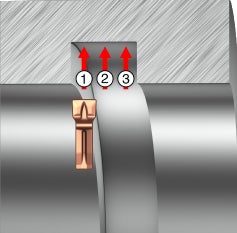
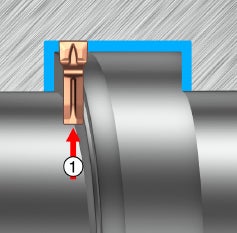
Nagyolás radiális előtolással
Mindig a furat aljához (1) legközelebb kezdje, és haladjon kifelé, hogy helyet csináljon a forgácsnak. Használja az ajánlott előtolást. A további fogások (2. és 3.): 0,5–0,8 × lapkaszélesség. Mivel a forgácsolóerő ezen a ponton kisebb lesz, az előtolást 30–50%-kal növelheti.
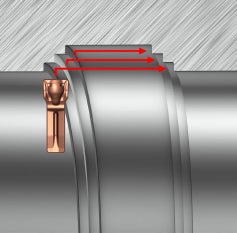
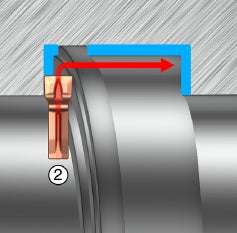
Nagyolás palástesztergálással
A palástesztergálással jobb forgácskezelés és forgácstörés érhető el. Kezdje a legközelebb a furat aljához, és a megmunkálást kifelé végezze a bejáratig. Ne haladjon a váll felől vagy felé, hagyjon 0,2 mm (0,008 col) lépéseket az egyes menetek között.
A palástesztergálás stabilabb folyamat, mint a radiális előtolású forgácsolás, kisebb olyan radiális erőket generál, amelyek rezgéseket okoznak. Ügyeljen arra, hogy a palástesztergálás kevésbé produktív, mint a radiális irányú forgácsolás a kisebb fogásmélység (ap) miatt.
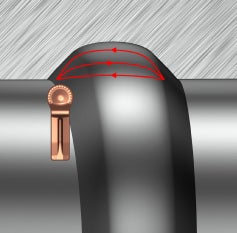
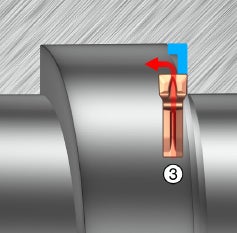
Nagyolás nem lineáris szerszámúttal
A nem lineáris szerszámút jó forgácskezelést és szerszáméltartamot biztosít. A lapka kopása eloszlik a forgácsolóél nagy részén. Az -RM geometria ideális a nem lineáris szerszámutakhoz. A nem lineáris esztergálás akkor hasznos, ha az alakzat alja nagy sugarú.
Simítás
Simítás esetén mindig nehéz a megfelelő forgácskezelés elérése, különösen a lekerekítések kialakításánál. Fontos, hogy az eltávolítandó anyagmennyiség három fogással legyen leválasztva.
- Az első fogásvételt a furat aljához legközelebb eső sarokrádiusz közelében végezze el.
- Kezdje a második fogásvételt a horony aljához legközelebb, és a belső átmérőn lévő sarokrádiuszhoz munkálja meg.
- A harmadik fogásvételt a furat bejáratához legközelebbi horonyfalat és a sarokrádiuszt simítja.
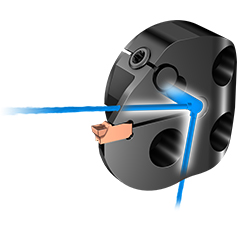
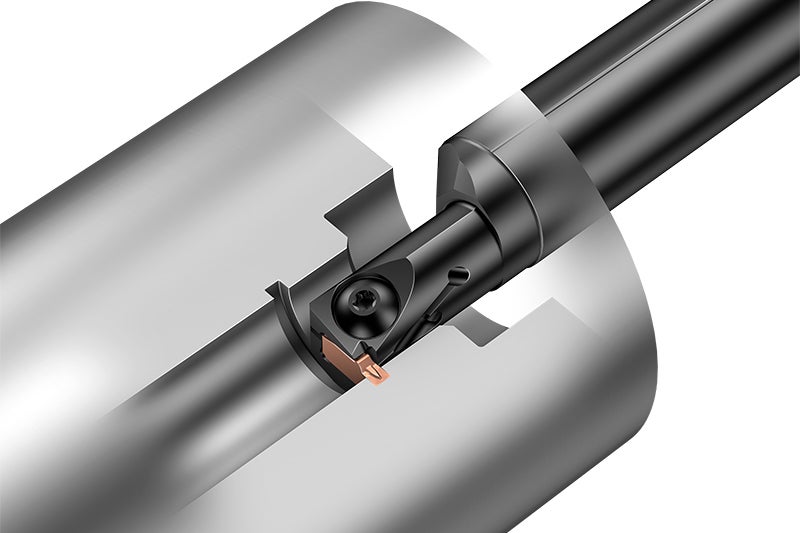
Belső hűtőközeg-hozzávezetés
Használjon belső beszúrási szerszámokat belső hűtőközeg-hozzávezetéssel, még akkor is, ha a gépében a maximális hűtőközegnyomás alacsony. A hűtőközeg-hozzávezetés javítja a forgácselvezetést, és csökkenti annak a kockázatát, hogy a forgács bent ragad a horonyban, különösen a furat mélyén lévő hornyok esetében. A jobb forgácselvezetés érdekében használjon nagy nyomású hűtőközeget.