
CoroCut® 2
Új termékcsalád, nagyobb előnyök
Kezelési utasítások
A CoroCut® 2 leszúrópengék kezelési útmutatójának megtekintése és letöltése

Találja meg az Ön gépéhez megfelelő csatlakozóelemet
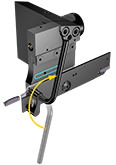
Ezek a befogóegységek és hajtott szerszámtartók adott revolverfej-csatlakozókhoz készültek, az egyes gyártmányokra kialakított egyedi csavarkiosztással.
Alkalmazási tippek
Van néhány olyan trükk, amelyekkel drámaian növelhető az éltartam leszúrási és beszúrási műveletek esetén.
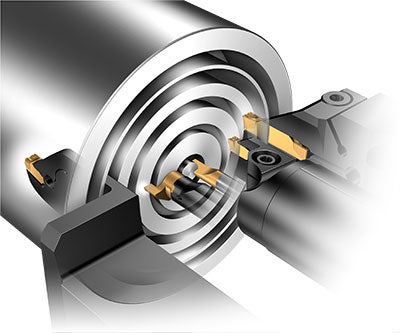
Wiper kialakítás minden leszúró geometriához
A wiper lapkák lehetővé teszik az alkatrészek nagy előtolási sebességű megmunkálását anélkül, hogy elveszítenék a jó felületi minőség kialakítására és a forgácstörésre való képességüket. Általánosan elmondható: kétszeres előtolási sebesség, azonos felületi minőség. Azonos előtolás – kétszer jobb felületi minőség.

Leszúrópenge-kialakítás
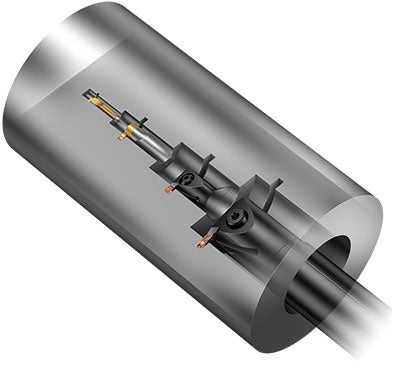
A rövid befogóujj jobb teljesítményt biztosít darabolás előtt végzett élletöréseknél. Mind az éltartam, mind a felületi minőség javul a jobb stabilitás és a belső hűtőközeg miatt.

Retesz pengékhez
A rövidebb leszúrópenge befogóujj retesze két csapot használ, amelyek közül az egyik excenter, és forgatáskor kinyitja a pengét.
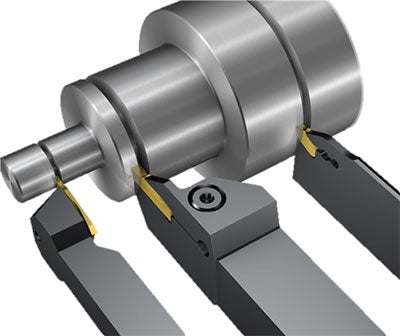
Pozicionálás
Külső beszúrás és leszúrás
CoroCut® 2
Sokoldalú leszúrás és beszúrás, költséghatékonyan a kétélű lapkáknak köszönhetően. Elsősorban ajánlott választás beszúráshoz és daraboláshoz 40 mm (1,575 col) alatti átmérőknél.
CoroCut® 3
Költséghatékony kis mélységű leszúráshoz és beszúráshoz, valamint keskeny precíziós és rögzítőgyűrű-beszúráshoz a legkisebb szélességig.
CoroCut® QD
Első számú választás leszúráshoz és mély beszúráshoz.
| Rendszer | CDX, mm | CW, mm |
| CoroCut® QD | 15–80 | 2–8 |
| CoroCut® 2 | 13–28 | 1,5–8 |
| CoroCut® 3 | 1,5–6,4 | 0,5–3,18 |
Belső beszúrás
CoroCut® 2
Sokoldalú leszúró és beszúró termékcsalád. Elsősorban ajánlott választás belső beszúráshoz
25 mm-es (0,984 col) és nagyobb átmérők esetén. Költséghatékony a kétélű lapkáknak köszönhetően.
CoroTurn® XS
Precíziósan köszörült szerszámok. Elsősorban ajánlott választás a legkeskenyebb hornyokhoz a legkisebb átmérőkben, 2–10 mm-es (0,079–0,394 col).
CoroCut® MB
Költséghatékony megoldás kis átmérőjű, keskeny hornyok kialakításához.
CoroCut® QI
Elsősorban ajánlott választás a biztonságos belső beszúráshoz kis átmérők esetén, 12–60 mm (0,472–2,362 col). Magas fokú folyamatbiztonságot és megbízható beszúrási műveleteket biztosít magas felületi minőség mellett.
| Rendszer | DMIN, mm | CDX, mm |
| CoroCut® XS | 2–7,2 | 0,4–2,5 |
| CoroCut® MB | 10–20 | 0,7–8 |
| CoroCut® QI | 12–60 | 2–19 |
| CoroCut® 2 | 25–150 | 4,5–23 |
Homlokbeszúrás
CoroCut® 2
Sokoldalú leszúrási és beszúrási termékcsalád. Költséghatékony a kétélű lapkáknak köszönhetően. Elsősorban ajánlott választás a 35 mm (1,378 col) feletti átmérőjű sekély homlokbeszúráshoz.
CoroCut® QF
Elsősorban ajánlott választás biztonságos, mély homlokbeszúráshoz 30 mm (1,181 col) átmérő felett. Páratlan megbízhatóságot biztosít még a mély, keskeny hornyok esetében is.
CoroCut® MB
Költséghatékony megoldás kis átmérőjű, keskeny hornyok kialakításához.
CoroTurn® XS
Precíziósan köszörült szerszámok. Elsősorban ajánlott választás a legszűkebb hornyokhoz, a legkisebb átmérővel.
| Rendszer | DAXIN, mm | CDX, mm | CW, mm |
| CoroTurn® XS | 0,2–24 | 2–30 | 1-5 |
| CoroCut® MB | 5,64–12 | 1,5–10 | 1–4 |
| CoroCut® QI | 16–35 | 5,5–20 | 3–6 |
| CoroCut® QF | 30–500 | 20–50 | 3–8 |
| CoroCut® 2 | 34–200 | 12–28 | 2,5–8 |
Javaslatok
- Kezdje az első számú választással és az ajánlott forgácsolási adatokkal
- Az ajánlott forgácsolási adatokat nagy pontosságú hűtőközeg-hozzávezetés nélkül adjuk meg
- Növelje a sebességet 30–50%-kal nagy pontosságú hűtőközeg-hozzávezetés alkalmazásakor
- Leszúrásnál és külső beszúrásnál a CoroCut® 2 költséghatékony megoldást jelent olyan fogásmélységeknél, ahol alkalmazhatók a kétélű lapkák.
Ha a CoroCut 2 nem felel meg az Ön igényeinek, akkor tekintse meg a Leszúró- és beszúrószerszámok oldalt további szerszámjavaslatokért.
Ajánlott lapkák
Lapkafészek-méretek
- A lapkák különböző fészekméretekben elérhetők különböző csúcssugarakkal. Minden CoroCut® 2 lapka teljes mértékben kompatibilis a meglévő CoroCut® 1-2 szerszámtartókkal. A pontosabb lapkapozíció és a minimális lapkamozgás előnyeinek kihasználása érdekében azonban az E-F-G csúcsfészek esetén át kell térni az új, vezetősínes kialakítású szerszámtartók használatára.
- A lapkatartó fészekméretének meg kell egyeznie a lapka fészekméretével
Lapkafészek-méretek
- D V-alakkal:
- Lapkaszélességek: 1,5 mm-es (0,059 col)
- Fogásmélység: 8–17 mm (0,315–0,669)
- E-L stabil vezetősínes kialakítással:
- Lapkaszélességek: 2–8 mm (0,079–0,315 col)
- Fogásmélység: 8–32 (0,315–1,30 col)
Elsősorban ajánlott lapkák
Az alábbi táblázat segítségével keresse meg a legjobb lapkát az adott művelethez
Aláesztergálás CoroCut® 2-vel
A CoroCut® kétélű lapkák nagyszerű forgácskezelést biztosítanak aláesztergálási műveletekben kis hézagmélységekkel és kis előtolásokkal.
- Az -RM egy általános célú geometria profilmegmunkáláshoz minden anyagban
- Használja a CoroCut® 1-2-ben elérhető -RO geometriát rozsdamentes acélban, HRSA-anyagokban és egyéb tapadó anyagokban
Biztosítógyűrű-beszúrás
Használja a CoroCut® 2 megoldást -GF geometriával a kis forgácsolóerők és a jó felületi minőség érdekében
Geometriák és alkalmazás
-CM  | -CR  | -GF  | -GM  | -GL  | -TF  | -TM  | -RF  | -RM  | ||||
| Darabolás |  |  | |  | | | | |  | | | Fő alkalmazás |
| Beszúrás |  | | | | | | | | | | | Kiegészítő alkalmazás |
| Profilmegmunkálás |  | | | | | | | | | | | Nem ajánlott |
| Esztergálás |  | | | | | | | | | |
Darabolás
 |
 |
 |
 |
 |
|
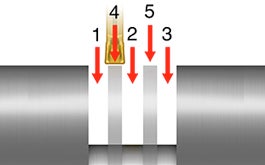
| 1. Csövek leszúrása | 2. Rudak leszúrása, jó feltételek | 3. Leszúrás tömör anyagban, kedvezőtlen feltételek | 4. Könnyű megszakítások | 5. Erős megszakítás | |
| ISO P | GC1125 -CF* | GC1225 -CM | GC1135 -CR | GC1135 -CM | GC1135 -CR |
| ISO M | GC1225 -CM | GC1225 -CM | GC1135 -CM | GC1145 -CM | GC1145 -CM |
| ISO K | GC4425 -CM | GC4425 -CM | GC1135 -CR | GC1135 -CR | GC1135 -CR |
| ISO N | H13A -TF | H13A -TF | H13A -TF | H13A -TF | H13A -TF |
| ISO S | GC1205 -CM | GC1205 -CM | GC1145 -CM | GC1145 -CM | GC1145 -CM |
| ISO H | CB7015 -S* | CB7015 -S* | CB7015 -S* | CB7015 -S* | CB7015 -S* |
Minden minőség és geometria frissült, kivéve a *-gal jelölteket, amelyek továbbra is elérhetők a CoroCut® 1-2-ben.
- Leszúrórudak vagy csövek – jó és normál feltételek
- Leszúrórudak – jó és normál feltételek (segédtokmány és/vagy előtolás-csökkentés középen)
- Leszúrórudak – normál és kedvezőtlen feltételek, nincs előtolás-csökkentés középen
- Leszúrórudak vagy csövek – Kis és közepes megszakítás
- Leszúrórudak vagy csövek – Közepes és erős megszakítás
Beszúrás
 |
 |
 |
 |
 |
|
| Beszúrás | Széles horony esztergálása | Belső horony | Belső széles horony | Felületi horony | |
| ISO P | GC1225 -GF | GC4425 -TF | GC1225 -GF | GC4425 -TF | GC4425 -TF |
| ISO M | GC1135 -GF | GC1135 -TF | GC1135 -GF | GC1135 -TF | GC1135 -TF |
| ISO K | GC3115 –GM | GC3115 -TM | GC1225 -GF | GC3115 -TF | GC3115 -TF |
| ISO N | H13A -GF | H13A -TF | H13A -GF | H13A -TF | H13A -TF |
| ISO S | GC1205 -GF | GC1205 -TF | GC1205 -GF | GC1205 -TF | GC1205 -TF |
| ISO H | CB7015 -S* | CB7015 -S* | CB7015 -S* | CB7015 -S* | CB7015 -S* |
Minden minőség és geometria frissült, kivéve a *-gal jelölteket, amelyek továbbra is elérhetők a CoroCut® 1-2-ben.
Profilmegmunkálás
 |
||
| Külső profilozás | Belső profilozás | |
| ISO P | GC4425 -RM | GC1225 -RF |
| ISO M | GC1225 -RM | GC1225 -RF |
| ISO K | GC4425 -RM | GC4425 -RM |
| ISO N | H10 -AM* | H10 -AM* |
| ISO S | S205 -RO* | GC1205 -RF |
| ISO H | CB7015 -RE* | CB7015 -RE* |
Minden minőség és geometria frissült, kivéve a *-gal jelölteket, amelyek továbbra is elérhetők a CoroCut® 1-2-ben. A -RO és -AM köszörült forgácsolóéllel és az -RM-nél szűkebb tűrésekkel rendelkeznek. Használja a -RO/-AM minőséget, ha nagyfokú ismételhetőségre van szükség.
Kopási típusok hibaelhárítása
| Kopás típusa | Ok | Megoldás |
Élrátétképződés  | 1. A forgácsolóél hőmérséklete túl alacsony. 2. Nem megfelelő geometria vagy anyagminőség. | 1. Növelje a forgácsolási sebességet és/vagy az előtolást. 2. Válasszon élesebb geometriát, lehetőleg PVD-bevonatos minőségben. |
Élkitöredezés/törés  | 1. Túl kemény minőség. 2. Túl gyenge geometria. 3. Nem stabil körülmények. 4. Túl magas forgácsolási adatok. | 1. Válasszon lágyabb típust. 2. Válasszon geometriát nagyobb előtolási tartományra. 3. Csökkentse a kinyúlást. Ellenőrizze a csúcsmagasságot. 4. Csökkentse a forgácsolási adatokat. |
Képlékeny alakváltozás  | 1. Túl nagy hőfok a forgácsolási zónában. 2. Nem megfelelő típus. 3. Nem megfelelő hűtőfolyadék-ellátás. | 1. Csökkentse a forgácsolási sebességet és/vagy az előtolást. 2. Válasszon nagyobb kopásállóságú minőséget. 3. Javítsa a hűtőfolyadék-ellátást. |
Csorbulásos kopás  | 1. Oxidáció a fogásmélységen. 2. A forgácsolóél hőmérséklete túl magas. | 1. Használjon különböző fogásmélységeket (mélyítés). 2. Csökkentse a forgácsolási sebességet. |
Hátkopás  | 1. A forgácsolási sebesség túl nagy. 2. Túl lágy minőség. 3. Nem megfelelő hűtőfolyadék-ellátás. | 1. Csökkentse a forgácsolási sebességet. 2. Válasszon nagyobb kopásállóságú minőséget. 3. Javítsa a hűtőfolyadék-ellátást. |
Kráteres kopás  | 1. A forgácsolási sebesség túl nagy. 2. Túl lágy minőség. 3. Túl nagy előtolás. 4. Nem megfelelő hűtőfolyadék-ellátás. | 1. Csökkentse a forgácsolási sebességet. 2. Válasszon nagyobb kopásállóságú minőséget. 3. Csökkentse az előtolást. 4. Javítsa a hűtőfolyadék-ellátást |
Kódmagyarázat
Lapkák

1. Termékterület
T = CoroTurn
C = CoroCut
M = CoroMill
D = CoroDrill
B = CoroBore
2. Termékcsalád
2 = CoroCut® 2
3. Termékkód (TPC)
R = Radiális P&G váltólapkás szerszámelem
A = Axiális P&G váltólapkás szerszámelem
T = Esztergálási váltólapkás szerszámelem
I = Váltólapkás elem
4. Lapkafészek-méret kódja
D = 1,5 mm
E = 2,0 mm
F = 2,5 mm
G = 3,0 mm
H = 4,0 mm
J = 5,0 mm
K = 6,0 mm
L = 8,0 mm
5. Élek száma
1 = egyélű lapkák
2 = kétélű lapkák
6. Lapkák irányultsága
R = Jobbos
L = Balos
N = Semleges
7. Forgácsolási szélesség
Például:
0300 = Forgácsolási szélesség 3,0 mm
8. Elülső szög
Például
00 = 0°
05 = 5°
9. Sarokrádiusz
Például
02 = 0,2 mm
04 = 0,4 mm
10. Geometria megnevezése
Első számjegy: Művelet típusa
C = Darabolás (fogás)
G = Beszúrás
T = Esztergálás
R = Profilmegmunkálás (kerek)
Második számjegy:
F = Kis előtolás
M = Közepes előtolás
R = Nagy előtolás
11. Minőség kódja
Például
4425
Leszúró- és beszúrószerszámok

1. Termékterület
T = CoroTurn
C = CoroCut
M = CoroMill
D = CoroDrill
B = CoroBore
2. Termékcsalád
2 = CoroCut® 2
3. Termékkód (TPC)
R = Radiális P&G váltólapkás szerszámelem
A = Axiális P&G váltólapkás szerszámelem
T = Esztergálási váltólapkás szerszámelem
I = Váltólapkás szerszámelem
4. Gépoldali csatlakozó típusa
CC = Coromant Capto® forgácsolóegység
QS = QS száras szerszám
RS = Négyzetes szárú szerszám
SL = SL forgácsolófej
BN = Leszúrópenge semleges csatlakozóhoz
BR = Leszúrópenge jobbos csatlakozóhoz
BL = Leszúrópenge balos csatlakozóhoz
CE = Hengeres szár horonnyal EasyFix perselyhez
CF = Hengeres szár lapolással
5. Gépoldali csatlakozó mérete
3 = Capto C3, 30 mm perem
4 = Capto C4, 40 mm perem
5 = Capto C5, 50 mm perem
6 = Capto C6, 63 mm perem
8 = Capto C8, 80 mm perem
08 = 8 x 8 mm száras szerszám
10 = 10 x 10 száras szerszám
12 = 12 x 12 mm száras szerszám
16 = 16 x 16 mm száras szerszám
20 = 20 x 20 mm száras szerszám
25 = 25 x 25 mm száras szerszám
32 = 32 x 32 mm száras szerszám
40 = 40 x 40 mm száras szerszám
A06 = 6/16 col (3/8 col) száras szerszám
A08 = 8/16 col (1/2 col) száras szerszám
A10 = 10/16 col (5/8 col) száras szerszám
A12 = 12/16 col (3/4 col) száras szerszám
A16 = 16/16 col (1 col) száras szerszám
A20 = 20/16 col (1 1/4 col) száras szerszám
A24 = 24/16 col (1 1/2 col) száras szerszám
16 = 16 mm hengeres száras szerszám
20 = 20 mm hengeres száras szerszám
25 = 25 mm hengeres száras szerszám
32 = 32 mm hengeres száras szerszám
40 = 40 mm hengeres száras szerszám
50 = 50 mm hengeres száras szerszám
A10 = 10/16" (5/8") hengeres száras szerszám
A12 = 12/16" (3/4") hengeres száras szerszám
A16 = 16/16" (1") hengeres száras szerszám
A20 = 20/16" (1 1/4") hengeres száras szerszám
A24 = 24/16" (1 1/2") hengeres száras szerszám
A32 = 32/16" (2") hengeres száras szerszám
25 = 25 mm SL forgácsolófej
32 = 32 mm SL forgácsolófej
40 = 40 mm SL forgácsolófej
70 = 70 mm SL forgácsolófej
21 = penge HF-mérete 21,4 mm
25 = penge HF-mérete 25 mm
45 = penge HF-mérete 45 mm
6. Szerszám irányultsága
N = Semleges
R = Jobbos
L = Balos
7. Lapkafészek-méret kódja
D = 1,5 mm
E = 2,0 mm
F = 2,5 mm
G = 3,0 mm
H = 4,0 mm
J = 5,0 mm
K = 6,0 mm
L = 8,0 mm
8. Maximális fogásmélység
Például:
20 = CDX 20 mm
9. Hűtőközeg típusa
A = Nagy pontosságú felső hűtőközeg-hozzávezetés
B = Nagy pontosságú alsó hűtőközeg-hozzávezetés
C = Nagy pontosságú felső és alsó hűtőközeg-hozzávezetés
D = Nincs hűtőközeg
G = Belső hűtőközeg
10. Lapkabefogás
A = Rugós befogás
B = Csavaros befogás
C = Sekély beszúrás
D = Csavaros befogás ívelt erősítéssel
E = Rugós befogás lineáris erősítéssel
F = Csavaros befogás lineáris erősítéssel
S = Csavaros rögzítés szögben svájci rendszerű szárakhoz
11. Lapkafészkek száma (csak pengék esetén)
1 = egy lapkafészek
2 = két lapkafészek
Szerszámok homlokbeszúráshoz

1. Termékterület
T = CoroTurn
C = CoroCut
M = CoroMill
D = CoroDrill
B = CoroBore
2. Termékcsalád
2 = CoroCut® 2
3. Termékalkalmazás (TPC)
R = Radiális P&G váltólapkás
A = Axiális P&G váltólapkás
T = Esztergáló váltólapkás
4. Gépoldali csatlakozó típusa
CC = Coromant Capto® forgácsolóegység
QS = QS száras szerszám
RS = Négyzetes szárú szerszám
SL = SL forgácsolófej
5. Gépoldali csatlakozó mérete
4 = Capto C4, 40 mm perem
5 = Capto C5, 50 mm perem
6 = Capto C6, 63 mm perem
20 = 20 x 20 mm száras szerszám
25 = 25 x 25 mm száras szerszám
32 = 32 x 32 mm száras szerszám
A12 = 12/16 col (3/4 col) száras szerszám
A16 = 16/16 col (1 col) száras szerszám
A20 = 20/16 col (1 1/4) col) száras szerszám
32 = 32 mm SL forgácsolófej
40 = 40 mm SL forgácsolófej
70 = 70mm SL forgácsolófej
6. Szerszám irányultsága
R = Jobbos
L = Balos
7. Tartó típusa
F = 0 fokos megközelítési szög
G = 90 fokos megközelítési szög
8. Lapkafészek-méret kódja
G = 3,0 mm
H = 4,0 mm
J = 5,0 mm
K = 6,0 mm
L = 8,0 mm
9. Maximális fogásmélység (CDX)
Például:
18 = CDX 18 mm
10. Penge típusa
A = penge ív belső homlokbeszúráshoz
B = penge ív homlokbeszúráshoz csapig
11. Minimális átmérő az első fogáshoz
Például:
220 = 220 mm
12. Hűtőközeg típusa
A = Nagy pontosságú felső hűtőközeg-hozzávezetés
B = Nagy pontosságú alsó hűtőközeg-hozzávezetés
C = Nagy pontosságú felső és alsó hűtőközeg-hozzávezetés
D = Nincs hűtőközeg
13. Lapkabefogás
A = Rugós befogás
B = Csavaros befogás
C = Sekély beszúrás
D = Csavaros befogás, megerősített
Profilozó szerszámok

1. Termékterület
T = CoroTurn (általános esztergálás)
C= CoroCut (leszúrás és beszúrás)
M = CoroMill
D = CoroDrill
B = CoroBore
2. Termékcsalád
2 = CoroCut® 2
3. Termékalkalmazás (TPC)
R = Radiális P&G Indexelhető (T711 & T714)
A = Axiális P&G Indexelhető Szerszámelem (T713)
T= Esztergáláshoz indexelhető (T712)
4. Gépcsatlakozó típusa
CC = Coromant Capto® forgácsolóegység
QS = QS szárú szerszám
RS = Négyszögletes szárú szerszám
SL = SL forgácsolófej
BF = Fúrórúd lapolással
BE = Fúrórúd EasyFix hüvelyhez való horonnyal
5. Gépcsatlakozó mérete ;
3 = Capto C3, 30 mm-es karima
4 = Capto C4, 40 mm-es karima
5 = Capto C5, 50 mm-es karima
6 = Capto C6, 63 mm-es karima
8 = Capto C8, 80 mm-es karima
08 = 8 x 8 mm-es szárú szerszám
10 = 10 x 10 mm-es szárú szerszám
12 = 12 x 12 mm-es szárú szerszám
16 = 16 x 16 mm-es szárú szerszám
20 = 20 x 20 mm-es szárú szerszám
25 = 25 x 25 mm-es szárú szerszám
32 = 32 x 32 mm-es szárú szerszám
40 = 40 x 40 mm-es szárú szerszám ;
A06 = 6/16" (3/8") szárú szerszám
A08 = 8/16" (1/2") szárú szerszám
A10 = 10/16" (5/8") szárú szerszám
A12 = 12/16" (3/4") szárú szerszám
A16 = 16/16" (1") szárú szerszám
A20 = 20/16" (1 1/4") szárú szerszám
A24 = 24/16" (1 1/2") szárú szerszám
25 = 25 mm SL forgácsolófej
32 = 32 mm SL forgácsolófej
40 = 40 mm SL forgácsolófej
70 = 70 mm SL forgácsolófej
16 = 16 mm-es fúrórúd
20 = 20 mm-es fúrórúd
25 = 25 mm-es fúrórúd
32 = 32 mm-es fúrórúd
40 = 40 mm-es fúrórúd
50 = 50 mm-es fúrórúd ;
A10 = 10/16" (5/8") fúrórúd
A12 = 12/16" (3/4") fúrórúd
A16 = 16/16" (1") fúrórúd
A20 = 20/16" (1 1/4") fúrórúd
A24 = 24/16" (1 1/2") fúrórúd
A32 = 32/16" (2") fúrórúd
6. Szerszám a kézben
R = Jobbos szerszám
L = Balos szerszám ;
7. Maximális süllyesztési szög (RMPX)
07 = 7 fok
20 = 20 fok
45 = 45 fok
70 = 70 fok
8. Lapka fészekmérete
D = 1,5 mm
E = 2,0 mm
F = 2,5 mm
G = 3,0 mm
H = 4,0 mm
J = 5,0 mm
K = 6,0 mm
L = 8,0 mm
9. Maximális fogásmélység
Például:
25 = CDX 25 mm
10. Hűtőfolyadék típusa
A = Pontosság a hűtőközeg felett
B = Pontosság a hűtőközeg alatt
C = Pontosság a hűtőközeg felett és alatt
D = Nincs hűtőközeg
G = Belső hűtőközeg
11. Befogórendszer
A = Rugós bilincs
B = Csavaros bilincs
C = Sekély hornyolás
D = Csavaros bilincs megerősítve
Regisztráljon. Maradjon naprakész.
Iratkozzon fel hírlevelünkre ma!
