
Inserti e qualità per operazioni di fresatura su acciaio
Qualità in metallo duro con rivestimento CVD/PVD e Cermet non rivestite ottimizzate per la lavorazione dell'acciaio.
Durata utensile, CoroMill® 345
Aumento della durata del tagliente
| Componente: | Piastra di montaggio |
| Materiale: | P1.1.Z.AN (S355 JOWP), 170 HB |
| Operazione: | Spianatura |
| Macchina: | WBK (ISO 50) |
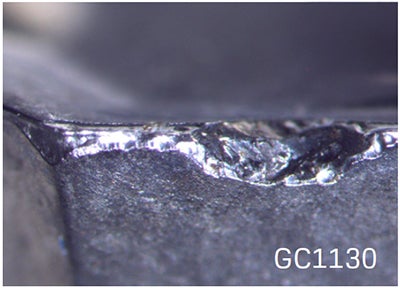
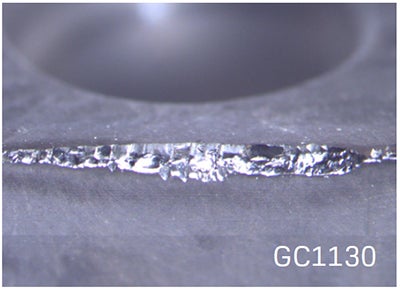
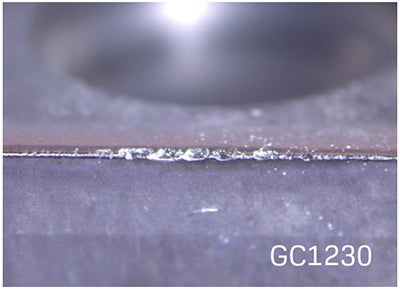
Risultato: Passando alla qualità GC1230, abbiamo ottenuto un aumento della durata utensile del 42%. Inoltre, i dati di taglio possono essere aumentati per ridurre il consumo energetico mantenendo la stessa durata del tagliente GC1130.
Proposta di sostenibilità: Riducete il consumo energetico e le emissioni di CO2 aumentando vc del 37% (vc 313 m/min (1027 ft/min)) per la stessa durata utensile di GC1130.

| GC1130 | GC1230 | |
| Strumento | 345-125Q40-13M | 345-125Q40-13M |
| Inserto | 345-1305M-PM GC1130 | 345-1305M-PM GC1230 |
| DCX, mm (pollici) / zn | 125 (5.0) / 8 | 125 (5.0) / 8 |
| vc, m/min (piedi/min) | 228 (748) | 228 (748) |
| fz, mm/z (pollici/z) | 0.095 (.004) | 0.095 (.004) |
| ap, mm (pollici) / ae | 2.0 (.078) / 80% | 2.0 (.078) / 80% |
| Refrigerante | Secco | Secco |
| Durata del tagliente, min | 93 | 132 |
| No. di componenti | 7 | 10 |
Durata utensile, CoroMill® 210
Aumento della durata del tagliente
| Componente: | Billetta, 130×108×70 mm (5,12×4,25×2,76 pollici) |
| Materiale: | P1.2.Z.AN (C45) 207 HB |
| Operazione: | Spianatura |
| Macchina: | DMG Mori – NHX 4000 (ISO 50) |
Risultato: Passando alla qualità GC1230, abbiamo ottenuto un notevole aumento della durata utensile del 62%. Inoltre, i dati di taglio possono essere aumentati per ridurre il consumo energetico mantenendo la stessa durata del tagliente GC1130 senza compromettere la sicurezza.
Proposta di sostenibilità: Riducete il consumo energetico e le emissioni di CO2 aumentando vc del 29% (vc 313 m/min (1027 ft/min)) per la stessa durata utensile della GC1130 e sostenete la fresatura a secco.
| GC1130 | GC1230 | |
| Strumento | R210-032A25-09H | R210-032A25-09H |
| Inserto | R210-090414E-PM GC1130 | R210-090414E-PM GC1230 |
| DCX, mm (pollici) / zn | 32 (1.25) / 3 | 32 (1.25) / 3 |
| vc, m/min (piedi/min) | 242 (793) | 242 (793) |
| fz, mm/z (pollici/z) | 0.25 (.010) | 0.25 (.010) |
| ap, mm (pollici) / ae | 1.0 (.043) / 100% | 1.0 (.043) / 100% |
| Refrigerante | Bagnato (emulsione) | Bagnato (emulsione) |
| Durata del tagliente, min | 22 | 35 |
| No. di componenti | 8 | 13 |
Prestazione
Esempio di lavorazione del cliente: CoroMill® 490 con inserti misura 14
Aumento della durata del tagliente
| Componente: | Fixture |
| Materiale: | Acciaio non legato P1.2.Z.AN (CMC 01.2) |
| Operazione: | Spianatura |
| Macchina: | Mori Seiki NH4000DCG |
| GC4230 | GC4330 | |
| Strumento | 490-080Q27-14M | 490-080Q27-14M |
| Inserto | 490R-140408M-PM | 490R-140408M-PM |
| zn | 6 | 6 |
| n, girimin | 900 | 900 |
| vc, m/min (piedi/min) | 226 (741) | 226 (741) |
| vf, mm/min (pollici/min) | 1000 (39.3) | 1000 (39.3) |
| fz, mm/z (pollici/z) | 0.19 (0.007) | 0.19 (0.007) |
| ap, mm (pollici) | 2 (0.079) | 2 (0.079) |
| ae, mm (pollici) | 70 (2.75) | 70 (2.75) |
| Durata del tagliente (componenti) | 32 | 45 |
| Criteri di rugosità superficiale raggiunti |
Prestazione
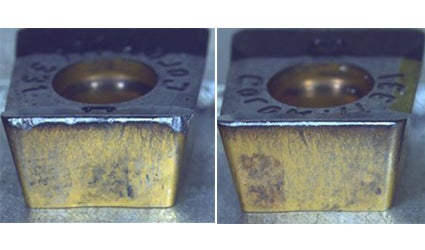
Esempio di lavorazione del cliente con CoroMill® 331
| Componente: | Vite semilavorata |
| Materiale: | Acciaio fortemente legato P3.0.Z.AN (CMC 03.11) |
| Operazione: | Taglio/scanalatura |
| Macchina: | Centro di lavorazione Mori Seiki |
| GC4230 | GC4330 | |
| Strumento | R331.32-127R32EM0.394 | R331.32-127R32EM0.394 |
| Inserto | N331.1A-08 45 08M-PM | N331.1A-08 45 08M-PM |
| zn | 10 | 10 |
| n, girimin | 246 | 246 |
| vc, m/min (piedi/min) | 98 (322) | 98 (322) |
| vf, mm/min (pollici/min) | 156 (6.15) | 156 (6.15) |
| fz, mm/z (pollici/z) | 0.127 (0.005) | 0.127 (0.005) |
| ap, mm (pollici) | 10 (0.394) | 10 (0.394) |
| ae, mm (pollici) | 12.7 (0.5) | 12.7 (0.5) |
| Durata del tagliente (componenti) | 40 | 40 |
| Arresto allo stesso numero di componenti |
Prestazione
Esempio di lavorazione del cliente, CoroMill® 345
Aumento della durata del tagliente
| Componente: | Piastra del tubo |
| Materiale: | Acciaio debolmente legato P2.2.Z.AN (CMC 02.1), taglio al cannello |
| Operazione: | Spianatura |
| Macchina: | BFW |
| GC4240 | GC4340 | |
| Strumento | 345-100Q32-13M | 345-100Q32-13M |
| Inserto | 345R-1305M-PM | 345R-1305M-PM |
| zn | 7 | 7 |
| n, girimin | 556 | 556 |
| vc, m/min (piedi/min) | 188 (617) | 188 (617) |
| vf, mm/min (pollici/min) | 1944 (76.5) | 1944 (76.5) |
| fz, mm/z (pollici/z) | 0.5 (0.019) | 0.5 (0.019) |
| ap, mm (pollici) | 4 (0.157) | 4 (0.157) |
| ae, mm (pollici) | 70 (2.76) | 70 (2.76) |
| MRR cm3/min (in3/min) | 544 (33.2) | 544 (33.2) |
| Durata del tagliente (min) | 20 | 26 |
Prestazione
CoroMill® 390 con inserti di dimensione 07
Aumento della durata del tagliente
| Componente | Stampi e matrici |
| Materiale da lavorare | P2.5.Z.HT |
| Operazione | Fresatura di cave e tasche |
In questa applicazione, per ottenere una qualità del componente accettabile, la profondità di taglio massima è stata ridotta. Passando alla fresa CoroMill® 390 con inserti di dimensione 07, è stato possibile aumentare la profondità di taglio, aumentando la produttività. Con gli inserti GC1130 la durata utensile è stata migliorata del 47%, riducendo significativamente il costo per componente.
| GC1130 | Soluzione attuale | |
| Strumento | R390-012A12-07M | |
| Inserto | 390R-070204M-PM 1130 | |
| zn | 3 | 3 |
| n giri/min | 4005 | 3979 |
| vc m/min (piedi/min) | 151 (495) | 150 (492) |
| vf mm/min (pollici/min) | 853 (33.583) | 900 (35.433) |
| fz mm (pollici) | 0.07 (0.003) | 0.075 (0.003) |
| ap mm (pollici) | 1.5 (0.059) | 1 (0.039) |
| ae mm (pollici) | 12 (0.472) | 12 (0.472) |
| Risultato | Durata dell'utensile 44 minuti | Durata dell'utensile 30 minuti |
Prestazione
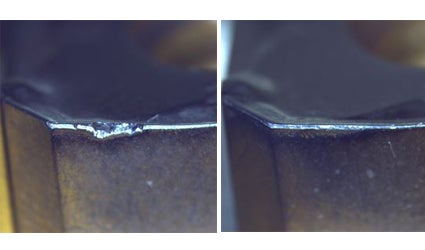
Fresatura di cave e spallamenti con elevata sporgenza
Aumento della durata del tagliente
| Componente | Mandrino posteriore |
| Materiale da lavorare | P2.5.Z.HT |
| Operazione | Fresatura di cave e spallamenti |
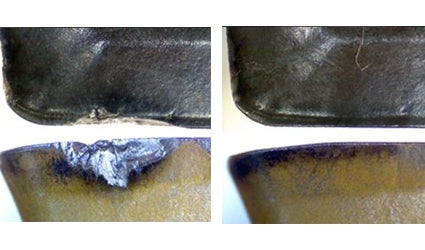
In quest'applicazione le condizioni instabili, l'elevata sporgenza e la necessità di lavorare una superficie forgiata con uso di refrigerante hanno messo a dura prova la durata dell'inserto. I problemi relativi alla finitura superficiale, causati dallo sfaldamento del rivestimento, limitavano la durata dell'inserto. Sostituendo la soluzione esistente con gli inserti GC1130, lo sfaldamento è stato notevolmente ridotto ed è stato possibile lavorare il 57% in più di componenti.

| GC1130 | Soluzione attuale | |
| Strumento | R390-020A20-11M | |
| Inserto | R390-11 T3 08M-PM 1130 | |
| zn | 3 | 3 |
| n giri/min | 2400 | 2400 |
| vc m/min (piedi/min) | 151 (495) | 151 (495) |
| vf mm/min (pollici/min) | 864 (34.016) | 864 (34.016) |
| fz mm (pollici) | 0.12 (0.005) | 0.12 (0.005) |
| ap mm (pollici) | 3.5 (0.138) | 3.5 (0.138) |
| ae mm (pollici) | 20 (0.787) | 20 (0.787) |
| Risultato | Durata utensile 440 componenti | Durata tagliente 280 componenti |
Prestazione
Fresatura di spallamenti su acciaio non legato
| Componente | Piastra, ingegneria generale |
| Materiale da lavorare | P1.1.Z.AN |
| Operazione | Fresatura di spallamenti |
Le microfessurazioni termiche e lo sfaldamento riducevano la durata dell'inserto. Per risolvere il problema, sono stati introdotti inserti in qualità GC1130. Le prove hanno evidenziato, rispetto alla soluzione precedente, l'aumento della durata degli inserti e la diminuzione dell'usura, con conseguenti riduzione dei costi e miglioramento della sicurezza.
| GC1130 | Soluzione attuale | |
| Strumento | 490-044C4-08H | |
| Inserto | 490R-08T308M-PM 1130 | |
| zn | 6 | 6 |
| n giri/min | 1912 | 1912 |
| vc m/min (piedi/min) | 264 (866) | 264 (866) |
| vf mm/min (pollici/min) | 1722 (67.795) | 1722 (67.795) |
| fz mm (pollici) | 0.15 (0.006) | 0.15 (0.006) |
| ap mm (pollici) | 1.5 (0.059) | 1.5 (0.059) |
| ae mm (pollici) | 22 (0.866) | 22 (0.866) |
| Risultato | Nessuna usura dopo 42 minuti | Durata dell'utensile 42 minuti |
Prestazione
Spianatura di biella
Aumento della durata del tagliente
In questa applicazione l'inserto attualmente in uso si usurava dopo 27 minuti. Le microfessurazioni termiche e la scheggiatura dell'inserto causavano la scarsa qualità della superficie e, potenzialmente, la rottura dell'inserto. Per vincere la sfida, sono stati testati gli inserti GC1130, che hanno permesso di ottenere una durata utensile superiore del 100% e una migliore economia di produzione.

| GC1130 | Soluzione attuale | |
| Strumento | R390-032A32-17L | |
| Inserto | R390-17 04 31M-PM 1130 | |
| zn | 2 | 2 |
| n giri/min | 2636 | 2636 |
| vc m/min (piedi/min) | 265 (869) | 265 (869) |
| vf mm/min (pollici/min) | 791 (31.142) | 791 (31.142) |
| fz mm (pollici) | 0.15 (0.006) | 0.15 (0.006) |
| ap mm (pollici) | 5 (0.197) | 5 (0.197) |
| ae mm (pollici) | 26 (1.024) | 26 (1.024) |
| Risultato | Usura dopo 54 minuti | Usura dopo 27 minuti |
Seguici e rimani aggiornato
Iscriviti ora alla nostra newsletter

Sandvik Italia SpA - Div. Coromant - Via A. Raimondi, 13 Milano - P. IVA 00750020158
02 94752020 沪ICP备20012694号-1 京公网安备 11010502044395号