
CoroMill® 390
Frese versatili per spallamenti capaci di eseguire lavorazioni del piano inclinato per produzione mista
Istruzioni
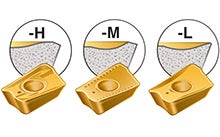
Selezionare la geometria dell'inserto corretta
Leggero (-L)
- Extra positivo
- Per lavorazione leggera
- Forze di taglio ridotte
- Basse velocità di avanzamento
Medio (-M)
- Geometria prioritaria
- Velocità di avanzamento medie
- Da fresatura media a sgrossatura leggera
Pesante (-H)
- Tagliente rinforzato
- Lavorazione pesante
- Massima affidabilità del tagliente
- Avanzamenti elevati

Selezionare il portautensile corretto
Il montaggio dell'utensile incide notevolmente sul risultato della fresatura. Maggiore è la profondità di taglio, più importanti sono la misura e la stabilità dell'accoppiamento, poiché le forze radiali sono rilevanti quando si utilizzano frese per spallamenti, soprattutto quelle a riccio.
Utilizzare gli accoppiamenti Coromant Capto® per avere la massima stabilità e la minima flessione con tutti i tipi di fresa – soprattutto quando si tratta di utensili lunghi o estesi.

Inserire la vite
Nelle frese multitagliente piccole, la vite è il componente più critico e sensibile per la sicurezza e la produttività del processo. Verificare sempre il corretto montaggio della vite dell'inserto.
Eliminare le vibrazioni con Silent Tools™
CoroMill® 390 è ora disponibile con tecnologia antivibrante Silent Tools per dimensioni d'inserto 07 e 11. Scaricate le istruzioni per l'assemblaggio.
Consigli applicativi

Checklist delle applicazioni e suggerimenti
Che cosa considerare quando si esegue un'operazione di fresatura di spallamenti? Ecco alcuni utili suggerimenti.

Come scegliere il giusto passo
Quando si sceglie il numero più adatto di taglienti effettivi (zc) per l'operazione, è essenziale considerare il passo (distanza tra i taglienti).
Posizione della fresa
Durante la fresatura, ogni volta che entrano in taglio, i taglienti sono soggetti a un carico d'urto. Per la corretta riuscita di un'operazione di fresatura, è necessario considerare il giusto tipo di contatto tra tagliente e materiale in corrispondenza dei punti di entrata e uscita dal taglio.
Raccomandazioni
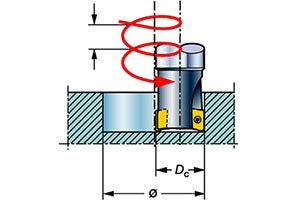
Interpolazione elicoidale
| Diam. fresa | iC 07 | iC 11 | iC 17 | iC 18 (solo geometria MR) | ||||||||||||
| Angolo di lavorazione di piani inclinati (α°) | b | 2.5 | Angolo di lavorazione di piani inclinati (α°) | b | 5.5 | Angolo di lavorazione di piani inclinati (α°) | b | 8.5 | Angolo di lavorazione di piani inclinati (α°) | b | 5.0 | |||||
| ap max | * | ap max | * | ap max | * | ap max | * | |||||||||
| Dm max | Dm piano | Dm min | Dm max | Dm piano | Dm min | Dm max | Dm piano | Dm min | Dm max | Dm piano | Dm min | |||||
| 9.7 | 7.4 | 18.6 | 17.2 | 13.4 | ||||||||||||
| 10 | 7.0 | 19.2 | 17.8 | 14 | ||||||||||||
| 11.7 | 5.0 | 22.6 | 21.2 | 17.4 | ||||||||||||
| 12 | 5.0 | 23.2 | 21.8 | 18 | 6.0 | 22 | 20 | 14 | ||||||||
| 13.7 | 3.9 | 26.6 | 25.2 | 21.4 | ||||||||||||
| 14 | 3.8 | 27.2 | 25.8 | 22 | ||||||||||||
| 15.7 | 3.1 | 30.6 | 29.2 | 25.4 | ||||||||||||
| 16 | 3.0 | 31.2 | 29.8 | 26 | 10.5 | 30 | 28 | 21 | ||||||||
| 18 | 2.5 | 35.2 | 33.8 | 30 | 7.5 | 34 | 32 | 25 | ||||||||
| 20 | 2.1 | 39.2 | 37.8 | 34 | 5.5 | 38 | 36 | 29 | ||||||||
| 22 | 5.0 | 42 | 40 | 33 | ||||||||||||
| 25 | 1.5 | 49.2 | 47.8 | 44 | 5.0 | 48 | 46 | 39 | 15.5 | 48 | 45.4 | 33 | ||||
| 28 | 4.0 | 54 | 52 | 45 | ||||||||||||
| 30 | 3.8 | 58 | 56 | 49 | ||||||||||||
| 32 | 1.0 | 63.2 | 61.8 | 58 | 3.6 | 62 | 60 | 53 | 6.7 | 62 | 59.4 | 47 | ||||
| 36 | 5.0 | 68 | 65.4 | 53 | ||||||||||||
| 40 | 2.0 | 78 | 76 | 69 | 3.9 | 78 | 75.4 | 63 | ||||||||
| 44 | ||||||||||||||||
| 50 | 1.5 | 2.8 | 5.5 | 97.5 | 97 | 80 | ||||||||||
| 54 | 5.0 | 105.5 | 105 | 88 | ||||||||||||
| 63 | 1.2 | 2.1 | 4.0 | 123.5 | 123 | 106 | ||||||||||
| 66 | 3.7 | 129.5 | 129 | 112 | ||||||||||||
| 80 | 0.9 | 1.6 | 3.1 | 157.5 | 157 | 140 | ||||||||||
| 84 | 2.8 | 165.5 | 165 | 148 | ||||||||||||
| 100 | 1.2 | 2.4 | 197.5 | 197 | 160 | |||||||||||
| 125 | 1.0 | 1.9 | ||||||||||||||
| * | ap max | Il valore inferiore tra il valore ap max. consigliato per la dimensione dell'inserto e il valore α massimo | ||||||||||||||
Geometria e qualità di scelta prioritaria
-
M-PM, M-KM, M-MM
-
Scelta prioritaria per la maggior parte delle applicazioni
-
E-MM
-
Geometria ottimizzata per ISO M
-
E-PL, E-KL, E-ML, E-NL
-
Geometrie affilate e positive, utilizzate per risolvere problemi relativi a forze di taglio o vibrazioni oppure nei casi in cui si richiedono finitura superficiale di alta qualità o un'elevata accuratezza della fresa
| P | -PM | GC1130 |
| M | -MM | GC1040 |
| K | -KM | GC1020 |
| N | -NL | H13A |
| S | -PM | S30T |
| H | -PM | GC1010 |
Frese per applicazioni specifiche
-
Le frese sovradimensionate aumentano l’accessibilità e creano un disimpegno naturale nei fissaggi stretti
-
Le frese con adattatori e accoppiamento Coromant Capto® integrati offrono rigidità ottimale per assiemi utensile estesi
-
Sistema antivibrante Silent Tools™ per una maggiore asportazione di metallo e una migliore finitura superficiale quando si usano utensili sottili
-
Torni-fresatura, sgrossatura e finitura con uno o più inserti raschianti specifici, disponibili nelle dimensioni 11 e 18 e con raggio di 0.8 e 1.6 mm
-
Frese con inserti di dimensione 07 specificamente concepiti per scanalature di chiavetta, con diametro utensile di 0.3 mm (0.012 poll.) inferiore alla larghezza della scanalatura
Seguici e rimani aggiornato
Iscriviti ora alla nostra newsletter

Sandvik Italia SpA - Div. Coromant - Via A. Raimondi, 13 Milano - P. IVA 00750020158
02 94752020 沪ICP备20012694号-1 京公网安备 11010502044395号