
Confronto tra fresatura concorde e fresatura discorde
Durante la fresatura, ogni volta che entrano in taglio, i taglienti sono soggetti a un carico d'urto. Per la corretta riuscita di un'operazione di fresatura, è necessario considerare il giusto tipo di contatto tra tagliente e materiale in corrispondenza dei punti di entrata e uscita dal taglio. Nell'operazione di fresatura, il pezzo può muoversi nella stessa direzione di rotazione della fresa o in senso opposto e ciò incide sull'inizio e sulla fine del taglio e sulla scelta del metodo di fresatura, concorde o discorde.
La regola d'oro della fresatura è ottenere trucioli prima spessi e poi sottili
Durante la fresatura, è sempre necessario considerare come si formano i trucioli. La formazione dei trucioli dipende dalla posizione della fresa e, per garantire un processo stabile, si dovrebbe puntare sempre ad avere trucioli spessi all'entrata e trucioli sottili all'uscita.
Tenere sempre presente la regola d'oro della fresatura – truciolo da spesso a sottile – per fare in modo che, all'uscita dal taglio, il truciolo sia quanto più sottile possibile.
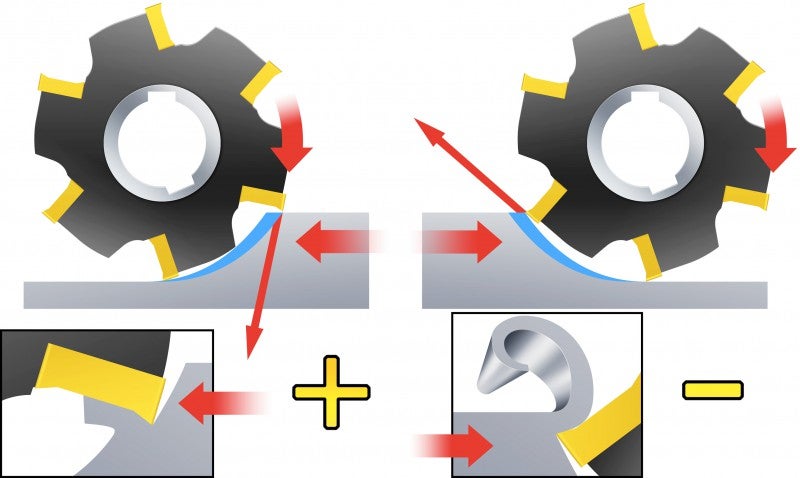
Fresatura concorde
Nella fresatura concorde, l'utensile avanza nella direzione di rotazione. La fresatura concorde è sempre il metodo preferenziale, quando la macchina utensile, il dispositivo di fissaggio e il pezzo lo consentono.
Nella fresatura concorde periferica, lo spessore del truciolo diminuisce dall'inizio del taglio, raggiungendo gradualmente il valore zero alla fine del taglio. Questo evita al tagliente di "strisciare" contro la superficie prima di entrare nel pezzo.

Lo spessore elevato del truciolo è vantaggioso e le forze di taglio tendono a spingere il pezzo all'interno della fresa, mantenendo il tagliente in presa.
Tuttavia, poiché la fresa tende ad essere trascinata nel pezzo, l'avanzamento tavola della macchina deve essere assolutamente privo di gioco. Se l'utensile è attirato dal pezzo, l'avanzamento aumenta non intenzionalmente e questo può causare uno spessore eccessivo del truciolo e la rottura del tagliente. In questi casi, considerare l'uso della fresatura discorde.
Fresatura discorde
Nella fresatura discorde, la direzione di avanzamento dell'utensile da taglio è opposta alla sua rotazione.
Lo spessore del truciolo parte da zero e aumenta verso la fine del taglio. Il tagliente deve essere "spinto" nella zona di taglio e ciò produce un effetto di strisciamento anomalo o incrudimento del materiale dovuto ad attrito, temperature elevate e contatto con la superficie incrudita a causa del tagliente precedente. Tutto ciò riduce la durata utensile.


I trucioli spessi e le alte temperature in uscita dal taglio generano forze di trazione elevate che riducono la durata utensile e comportano spesso una rapida rottura del tagliente. Possono anche far sì che i trucioli si incollino o si saldino al tagliente, che quindi li trasporterà all'inizio del taglio successivo o causerà una temporanea sbordatura del tagliente.
Le forze di taglio tendono ad allontanare fresa e pezzo mentre le forze radiali tendono a sollevare il pezzo dalla tavole.
La fresatura discorde può risultare vantaggiosa in presenza di grandi variazioni della tolleranza di lavorazione. È consigliabile anche quando si usano inserti in ceramica su leghe resistenti al calore, perché questi inserti sono sensibili all'impatto all'entrata nel pezzo.
Fissaggi del pezzo
La direzione di avanzamento dell'utensile cambia i requisiti di fissaggio del pezzo. Nella fresatura discorde, dovrebbe resistere a forze di sollevamento. Nella fresatura concorde, dovrebbe resistere a forze di trazione.
