
CoroTurn® Prime
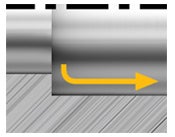
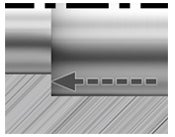
Tornitura in tutte le direzioni
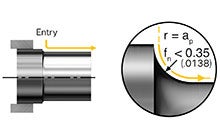
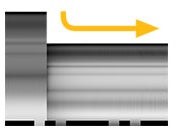
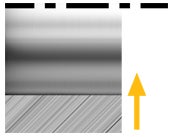
Entrata nel pezzo
In fase di penetrazione nel materiale, entrare sempre raggiando con avanzamento ridotto. Utilizzate CoroPlus® Tool Path per PrimeTurning™ per ottenere le tecniche e i codici di programmazione corretti.
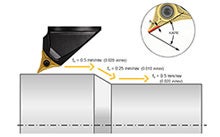
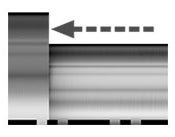
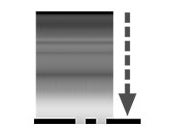
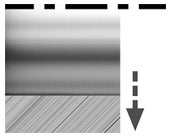
Spessore dei trucioli (hex)
Mantenere costante lo spessore dei trucioli, riducendo l'avanzamento nei movimenti verso il basso. Utilizzate CoroPlus® Tool Path per PrimeTurning™ per ottenere le tecniche e i codici di programmazione corretti.
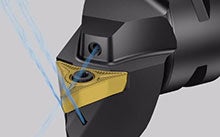
Vantaggi del refrigerante
Il refrigerante sotto l'inserto aumenta la durata utensile, mentre quello sopra l'inserto consente di formare trucioli più sottili.


Consigli applicativi
Campo di applicazione dei dati di taglio per tipo A e tipo B
| Profondità di taglio (ap) | |
 |
Avanzamento (fn) |
Nota: utilizzare inserti con valori di ap e fn superiori conduce al rischio di sovraccarico, mentre valori di ap e fn inferiori comportano il rischio di formazione di trucioli lunghi.
Campo di applicazione dei dati di taglio per geometrie tipo A

P*) Acciaio a basso tenore di carbonio e ad alta resistenza/duttile
P**) Acciaio legato
M*) Acciaio inossidabile austenitico
M**) Acciaio inossidabile duplex
K*) Ghisa nodulare
K**) Ghisa grigia
S*) HRSA
S**) Titanio
Campo di applicazione dei dati di taglio per geometrie tipo B

P*) Acciaio a basso tenore di carbonio e ad alta resistenza/duttile
P**) Acciaio legato
M*) Acciaio inossidabile austenitico
M**) Acciaio inossidabile duplex
K*) Ghisa nodulare
K**) Ghisa grigia
S*) HRSA
S**) Titanio
Raccomandazioni
CoroTurn Prime di tipo A
Qualità dell'inserto
| Condizioni di lavorazione | P | M | K |
S, HRSA |
S, Ti |
| Buone | 4415 | 2025 | 4415 | 1210 | H13A |
| Normali | 4425 | 2025 | 4425 | 1115 | H13A |
| Difficili | 2025 | 2025 | 2025 | 2025 | 1115 |
Geometria dell'inserto
| Operazione | P* | P** | M* | M** | K* | K** | S* | S** |
| Finitura | L3 | L5W | L5W | L3 | L5W | L5W | L5W | L3 |
| Lav. media | L3 | L5 | L5 | L5 | L5 | L5 | L5 | L5 |
P*) Acciaio a basso tenore di carbonio e ad alta resistenza/duttile
P**) Acciaio legato
M*) Acciaio inossidabile austenitico
M**) Acciaio inossidabile duplex
K*) Ghisa nodulare
K**) Ghisa grigia
S*) HRSA
S**) Titanio
CoroTurn Prime tipo B
Qualità dell'inserto
| Condizioni di lavorazione | P | M | K |
S, HRSA |
S, Ti |
| Buone | 4415 | 2220 | 4415 | 1210 | H13A |
| Normali | 4425 | 2220 | 4425 | 1115 | H13A |
| Difficili | 2025 | 2025 | 2025 | 2025 | 1115 |
Geometria dell'inserto
| Operazione | P* | P** | M* | M** | K* | K** | S* | S** |
| Finitura | L4W | M5W | M5W | L4W | M5W | M5W | M7W | L4W |
| Lav. media | L4 | M5 | M5 | M7 |
M5 | M5 | M5 | L4 |
| Sgrossatura | M7 |
M5 | M5 | M7 |
M5 | M5 | M7 |
M7 |
P*) Acciaio a basso tenore di carbonio e ad alta resistenza/duttile
P**) Acciaio legato
M*) Acciaio inossidabile austenitico
M**) Acciaio inossidabile duplex
K*) Ghisa nodulare
K**) Ghisa grigia
S*) HRSA
S**) Titanio
Scelta prioritaria |
Seconda scelta |
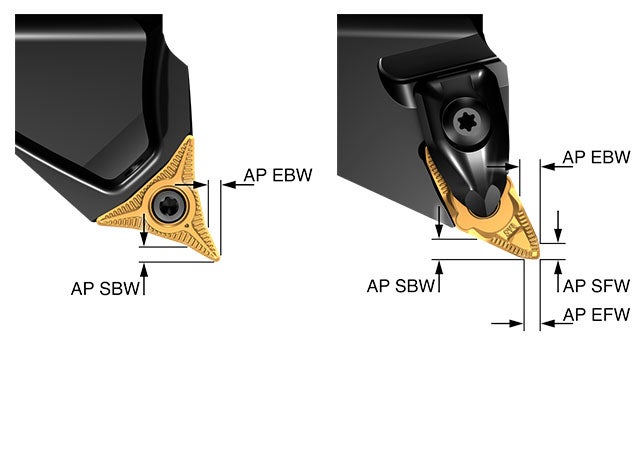
Tornitura esterna | |
Tornitura assiale in tirata (SBW) |
Tornitura assiale in spinta (SFW) |

Sfacciatura in tirata (EBW) |
Sfacciatura in spinta (EFW) |
Tornitura interna
Sfacciatura in tirata (EBW) |
Tornitura assiale in spinta (SFW) |
Tornitura assiale in tirata (SBW) |
Sfacciatura in spinta (EFW) |
Consigli sui dati di taglio
Tornitura esterna
Tipo A CP-A11xx-xxx
 | SBW | EBW | SFW | EFW | |
| fn min. | 0.2 (.0079) | 0.2 (.0079) | 0.1 (.0039) | 0.1 (.0039) | |
| fn cons. | 0.4 (.0157) | 0.4 (.0157) | 0.2 (.0079) | 0.2 (.0079) | |
| fn max. | 0.5 (.0197) | 0.5 (.0197) | 0.25 (.0098) | 0.25 (.0098) | |
| ap min. | 0.25 (.010) | 0.25 (.010) | 0.25 (.010) | 0.25 (.010) | |
| ap cons. | 1.5 (.059) | 1.5 (.059) | 1 (.039) | 1 (.039) | |
| ap max. | 3 (.118) | 2.5 (.098) | 1.5 (.059) | 1.5 (.059) | |
| KAPR | 30 | 25 | 115 | 120 | |
| RMPX | 15 | 10 | 15 | 10 |
Tipo B CP-B11xx-xxx
 | SBW | EBW | SFW | EFW | |
| fn min. | 0.3 (.0118) | 0.3 (.0118) | 0.2 (.0079) | 0.2 (.0079) | |
| fn cons. | 0.6 (.0236) | 0.6 (.0236) | 0.35 (.0138) | 0.3 (.0118) | |
| fn max. | 1.2 (.0472) | 1.2 (.0472) | 0.6 (.0236) | 0.6 (.0236) | |
| ap min. | 0.5 (.020) | 0.5 (.020) | 0.5 (.020) | 0.5 (.020) | |
| ap cons. | 2 (.079) | 2 (.079) | 2 (.079) | 2 (.079) | |
| ap max. | 4 (.157) | 4 (.157) | 3 (.118) | 3 (.118) | |
| KAPR | 25 | 25 | 95 | 95 | |
| RMPX | 23 | 23 | 23 | 23 |
Tornitura interna
Tipo A CP-A11xx-xxx
 | SBW | EBW | SFW | EFW | |
| fn min. | 0.2 (.0079) | 0.2 (.0079) | 0.1 (.0039) | 0.1 (.0039) | |
| fn cons. | 0.4 (.0157) | 0.4 (.0157) | 0.2 (.0079) | 0.2 (.0079) | |
|
fn max. | 0.5 (.0197) | 0.5 (.0197) | 0.25 (.0098) | 0.25 (.0098) | |
| ap min. | 0.25 (.010) | 0.25 (.010) | 0.25 (.010) | 0.25 (.010) | |
| ap cons. | 1.5 (.059) | 1.5 (.059) | 1 (.039) | 1 (.039) | |
| ap max. | 2.5 (.098) | 3 (.118) | 1.5 (.059) | 1.5 (.059) | |
| KAPR | 25 | 30 | 120 | 115 | |
| RMPX | 10 | 15 | 10 | 15 |
Tipo B CP-B11xx-xxx
 | SBW/EBW | SFW | EFW | |
| fn min. | 0.3 (.0118) | 0.2 (.0079) | 0.2 (.0079) | |
|
fn cons. | 0.6 (.0236) | 0.3 (.0118) | 0.35 (.0138) | |
|
fn max. | 1.2 (.0472) | 0.6 (.0236) | 0.6 (.0236) | |
| ap min. | 0.5 (.020) | 0.5 (.020) | 0.5 (.020) | |
| ap cons. | 2 (.079) | 2 (.079) | 2 (.079) | |
| ap max. | 4 (.157) | 3 (.118) | 3 (.118) | |
| KAPR | 25 | 95 | 95 | |
| RMPX | 23 | 23 | 23 |
Dove utilizzare PrimeTurning™
Tornitura esterna
Soluzioni particolarmente indicate per componenti piccoli e compatti oppure sottili, lavorati utilizzando la contropunta
Idoneo |
Non idoneo |
| Componenti piccoli e compatti | Componenti senza contropunta |

|

|
| |
|
| Componenti con contropunta | |
|
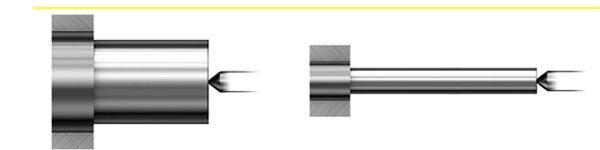
Diametro minimo
Il disimpegno sull'inserto e gli attacchi rende difficile iniziare l'operazione a un diametro D min3 minore in direzione EBW (sfacciatura in tirata). Tuttavia, non esistono limiti per la sfacciatura in direzione EFW (sfacciatura in spinta), ossia quella tradizionale.
|
|
D min3 | |
| | EBW | EFW |
| Tipo A |
30 (1.18") |
0 |
|
Tipo B |
30 (1.18") |
0 |
Tornitura interna
Le testine CoroTurn® Prime SL possono essere utilizzate per la tornitura interna di grandi diametri, superiori a 40 mm (1.575 poll.) e con sporgenze fino a 8-10×D
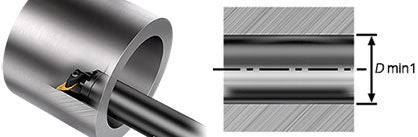
Assicuratevi prestazioni ottimali ed evitate problemi considerando Dmin quando usate le barre di barenatura Silent Tools. La flessione tangenziale e radiale, influenzata dal design della barra, dalla sporgenza e dalla forza di taglio, può comportare una perdita di spazio.
Novità in evidenza
Seguici e rimani aggiornato
Iscriviti ora alla nostra newsletter

Sandvik Italia SpA - Div. Coromant - Via A. Raimondi, 13 Milano - P. IVA 00750020158
02 94752020 沪ICP备20012694号-1 京公网安备 11010502044395号