
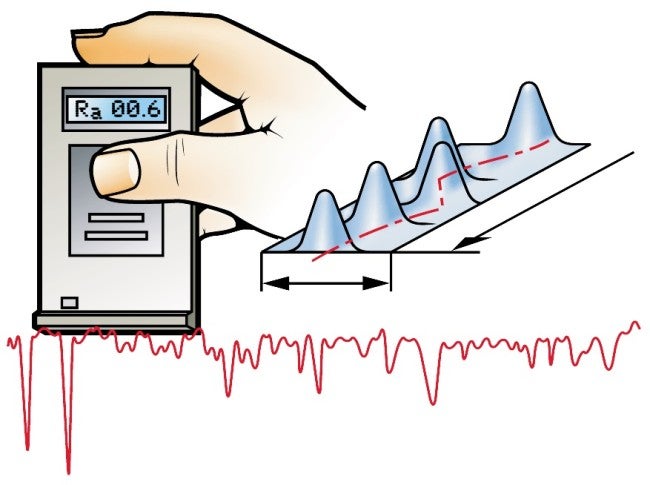
面粗さの測定
加工物の表面粗さは、次の3つの基本パラメータにより説明することができます:
- P-プロファイル本来の形状、全般的な形状。
- W-プロファイルうねり形状。
- R-プロファイル表面粗さ形状。R-プロファイルは、P-プロファイルから長いうねり成分を除去するカットオフフィルターを使用して計算します。したがって R-プロファイルは、P-プロファイルを意図的に修正したものです。
評価の基礎
面粗さの測定においては、計測は通常規定の基準長さを基に行われます。加工物の設計図面において基準長さが定められていない場合は、面粗さを測定する人が基準長さを定める必要があります。
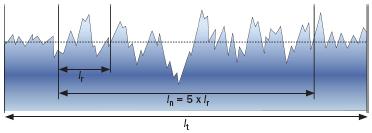
測定長さ
lt= 全長(開始、計測および停止長さを含む)
ln= 評価長さ(標準的には基準長さの5倍)
lr= 基準長さ
R-プロファイルに基づくパラメータ:
Rプロファイルの最も一般的なパラメータには次のものがあります:
Ra
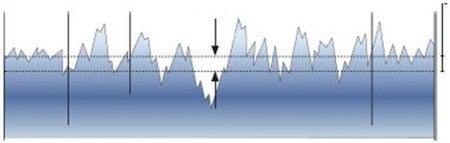
平均線
評価対象粗さ曲線の算術平均偏差の評価。
Ra 算術平均粗さ
垂直方向の数値に関わりなく評価長さの直線内からの偏差の平均値です。Ra-値が高い方向へのずれなのか低い方向へのずれなのかを確定することはできません。Ra は個々の偏差にはあまり影響されることがないため、大きな突起や傷を見落とす恐れがあります。
金属表面の最も一般的な Ra-値は 0.02 μm~3.5 μmで、値が低いほど表面は滑らかなことになります(0.02 μm = 金属鏡の素材)。
図面表示の例:

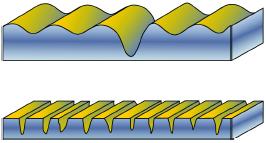
Ra= 2 μm
表面構造は非常に異なりますが、Ra-値は同一です。
図面表示の例:

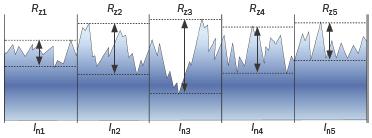
Rz 十点平均粗さ
十点平均粗さは、個々の山谷の差の平均値で、Rz は、評価長さ内にある形状の最も高い点の高さと最も低い点の高さから求められます。通常は5個の基準長さに対するものですが、最新の測定装置では基準長さの数を変更することができます。基準長さ内の最も高い偏差を示す Rz-値は、Rzmax または Rmaxと表記されます。
図面表示の例:
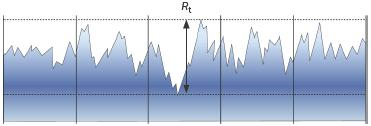
Rt 最大高さ
最大高さは、評価長さ(通常は基準長さの5倍)内の粗さ曲線の最も高い山と最も低い谷との差です。単一の Rt-値(Rz または Ra と組み合わせられない)は表面粗さ形状の最も厳格な要件のひとつです。
図面表示の例:
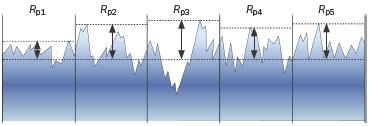
Rp 最大平均山高さ
最大山高さ Rp は基準長さ内における個々の最大山高さの平均値です。表面粗さパラメータ Rp は、Rz とともに表面粗さに関する情報を提供します。
プロファイル深さ
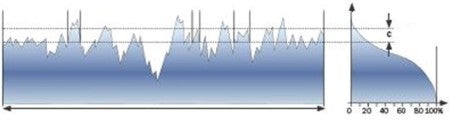
材料比
c = 基準レベル
Rmr材料比(アボットの負荷曲線)
加工物の「摩耗性」を求める最も適切な方法は、表面の材料比を調べることです。Rmr の単位は%です。材料比の評価は、表面欠陥のレベルを表すために用いられる簡単な方法です。
