
CoroDrill® DE10
穴あけ加工用ヘッド交換式ドリル
ステンレス鋼加工で他社品を圧倒
+57%
生産性
生産性
+43%
工具寿命
工具寿命
| 国: | イタリア |
| コンポーネント: | プレート |
| 材料: | M1.0.Z.AQ、AISI316L、オーステナイトステンレス鋼 |
| 加工: | 52 mm、貫通穴1個、止まり穴1個 |
| 機械: | マシニングセンタ |
| クーラント: | エマルジョン 8%、70 bar (1015 PSI) |
課題:信頼性と繰り返し精度が最も重要な要素。
結果:CoroDrill® DE10の加工音は非常に良好で、切りくず形状も良好。穴の表面品質は良好で、穴径は公差内でした。材種GC2334ではさらに長い工具寿命が期待できます。

| 他社品 | CoroDrill® DE10 | |
| 工具 | - | DE10-D1600-160L20-5 |
| ドリルヘッド | - | DE10-1650-160-M5 4334 |
| vc、m/min | 40 | 55 |
| n、rpm | 772 | 1060 |
| fn、mm | 0.14 | 0.16 |
| vf、mm/min | 108 | 170 |
| 工具寿命、穴数 | 126 | 180 |
| 工具寿命、m | 6.6 | 9.3 |
| 工具寿命(分) | 61 | 55 |
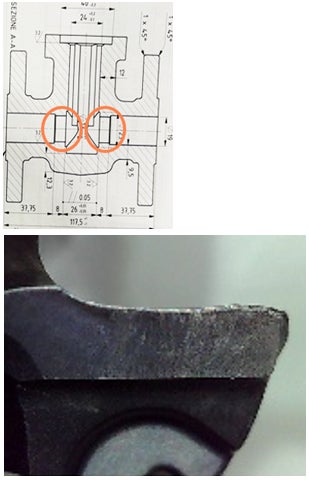
難しい加工において比類ない性能を発揮
+89%
生産性
生産性
| 国: | イタリア |
| コンポーネント: | バルブ |
| 材料: | M3.2.Z.AQ、機械加工されたスーパー二相ステンレス鋼 |
| 加工: | 貫通穴、深さ2×10 mm、不規則な抜け際 |
| 機械: | 旋盤 |
| クーラント: | エマルジョン10% |
課題: 長い切りくずがドリルに巻き付く。段付きで低い切込み送りを使用し、生産性と工具寿命が劣ります。
結果: CoroDrill® DE10は、ドリルに切りくずが巻き付くことなく、生産性が向上し、切りくず処理が改善されました。同じ切削条件でテストした場合、CoroDrill® DE10の工具寿命は2倍に延びました。材種GC2334ではさらに長い工具寿命が期待できます。
他社品、10個
CoroDrill® DE10、30個
| 他社品 | CoroDrill® DE10 | |
| 工具 | - | DE10-D1700-170L20-5 |
| ドリルヘッド | - | DE10-1710-170-M5 4334 |
| vc、m/min | 43 | 50 |
| n、rpm | 800 | 930 |
| fn、mm | 0.08–0.06 | 0.15–0.1 |
| vf、mm/min | 64-48 | 140–93 |
| 工具寿命、穴数 | 60 | 60 |
| 工具寿命、m | 0.3 | 0.3 |
| 工具寿命(分) | 10.2 | 5.4 |
旋盤加工における卓越した性能
+49%
生産性
生産性
+37%
工具寿命
工具寿命
| 国: | インド |
| コンポーネント: | ピン |
| 材料: | P2.1.Z.AN、17Cr3、合金鋼 |
| 加工: | 旋盤での84 mm穴あけ加工 |
| 機械: | 旋盤 |
| クーラント: | エマルジョン |
課題: 切りくず処理と切りくず制御は非常に重要です。切りくずがコンベアの動き作業を妨げてはなりません。他社品の切りくずは一貫性がなく問題が生じていました。
結果: CoroDrill® DE10は良好なコーナ信頼性と切りくずにより、生産性と工具寿命を向上させました。

| 他社品 | CoroDrill® DE10 | |
| 工具 | - | DE10-D1700-170L20-5 |
| ドリルチップ | - | DE10-1750-170-M5 4334 |
| vc、m/min | 71 | 97 |
| n、rpm | 1300 | 1765 |
| fn、mm | 0.2 | 0.22 |
| vf、mm/min | 260 | 388 |
| 工具寿命、穴数 | 1200 | 1650 |
| 工具寿命、m | 101 | 138 |
| 工具寿命(分) | 388 | 357 |
ニュースレターでは最新の情報をご提供しています。
ぜひご登録ください。
