
CoroDrill® DE10
穴あけ加工用ヘッド交換式ドリル

3–8×DCドリルを適用する
3×D~8×Dまで推奨送りは同一です。適用された切削条件は推奨事項の範囲内である必要があります。


取り付けキー
取り付けキーは全ドリルに対応し、各ドリルに同梱されています。組付け工程中の視認性が向上し、簡単にリサイクルが可能です。
型番: 5680 300-01

プラスチックカバー (カラー付き)
プラスチックカバーは、人間工学的改善により、超硬の破片飛散の危険性を回避します。シースルーデザインとガイドカラーにより、使いやすくなっています。
型番: 5680 300-20
取付け要領
- インターフェースの工具寿命を最大限に延ばすために、ドリルヘッドを取付ける前に接触面を潤滑してください。
- ドリルヘッドを、最終位置から約60度ねじってチップシートにセットします。レンチをグリップにセットします。
- ヘッドを取付け/取外します。
材種とジオメトリ
-M5ジオメトリ
- すべての被削材に1つのジオメトリで対応

GC4334

- 剛性が高くCr含有量の高い超微粒子母材に、Zertivo®技術を用いたPVDコーティング (AlTiN) を追加
- 刃先安定性の向上による高い信頼性が、構成刃先とチッピングに対する耐性を強化
GC2334

- 剛性が高くCr含有量の高い超微粒子母材に、Zertivo®技術を用いた薄い多層PVDコーティング (AlTiCrN) を追加
- 高い信頼性とマージン部の欠けや剥離に対する耐性の向上
貫通穴の推奨事項
貫通穴の加工では出口で正確な穴径を得るため、PL + 1 mm を使用して、ドリル先端が穴の出口を完全に貫通していることをご確認くださいPL値はウェブサイトの製品ページをご参照ください。

| ドリルヘッドインターフェースサイズ | DC 最小–最大、mm | PL 最小–最大 | PL 最小–最大 |
| mm | inch | ||
| 090 | 09.00–09.49 | 1.27–1.31 | 0.050–0.052 |
| 095 | 09.50–09.99 | 1.34–1.38 | 0.053–0.054 |
| 100 | 10.00–10.49 | 1.41–1.45 | 0.056–0.057 |
| 105 | 10.50–10.99 | 1.48–1.52 | 0.058–0.060 |
| 110 | 11.00–11.49 | 1.55–1.59 | 0.061–0.063 |
| 115 | 11.50–11.99 | 1.62–1.66 | 0.064–0.065 |
| 120 | 12.00–12.49 | 1.69–1.73 | 0.067–0.068 |
| 125 | 12.50–12.99 | 1.76–1.80 | 0.069–0.071 |
| 130 | 13.00–13.49 | 1.83–1.87 | 0.072–0.074 |
| 135 | 13.50–13.99 | 1.90–1.94 | 0.075–0.076 |
| 140 | 14.00–14.99 | 1.99–2.07 | 0.078–0.081 |
| 150 | 15.00–15.99 | 2.13–2.21 | 0.084–0.087 |
| 160 | 16.00–16.99 | 2.27–2.34 | 0.089–0.092 |
| 170 | 17.00–17.99 | 2.41–2.49 | 0.095–0.098 |
難しい加工
注: これらの難しい加工は推奨されませんが、必要な場合は以下のガイドラインに従ってください。結果は、被削材とドリル長によって異なる場合があります。
| 傾斜面の入り際 | 傾斜面の抜け際 | 凸面 | 凹面 | 交差穴 | |
| 前提条件 | 角度 ≤ 10º | 角度 ≤ 30º | 表面の最小R: 4×DC | 表面の最小R: 1×DC | 交差穴の最小推奨径: 2×DC |
| 切削速度、vc | 被削材用の推奨値を使する | ||||
| 送り、fn | 初回試行値、 推奨送りの1/3に下げる | ||||
組付け時の振れ
振れは、機械の状態、ホルダ、取り付けなどの影響を受ける。
推奨: ≤ 0.03 mm (0.0012 inch)
許容値: ≤ 0.06 mm (0.0024 inch)
許容外: > 0.06 mm (0.0024 inch)

旋盤加工
ワーク回転ドリルのアプリケーションにおいては、大きなミスアライメントは加工安定性および工具安定性に大きな影響を与えます。常に以下の推奨事項に従ってください。
推奨 ≤ 0.10 mm (0.0039 inch)
許容値 ≤ 0.20 mm (0.0079 inch)
許容外 > 0.20 mm (0.0079 inch)

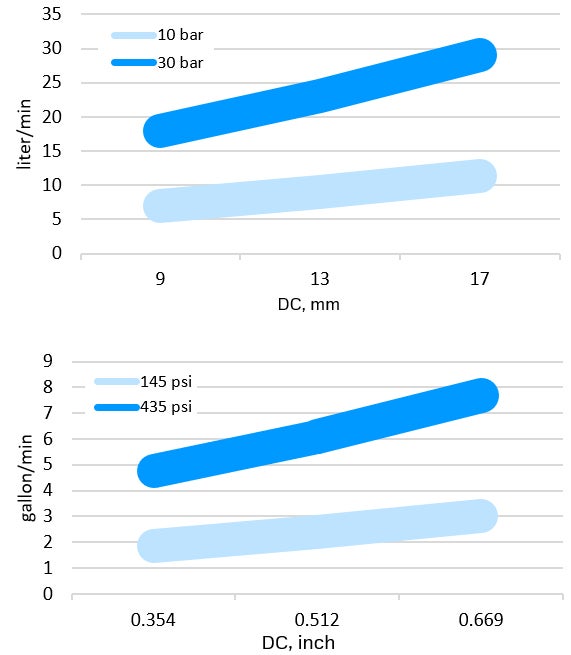
クーラント流量
- 安全な切りくず排出には内部クーラントを推奨
- 十分なクーラント供給量を確保し、オイルメーカーの推奨エマルジョン濃度に従う
- 深穴加工の際は、切りくずを適切に排出するために十分なクーラント供給量を確保することが重要
推奨最小クーラント流量
ニュースレターでは最新の情報をご提供しています。
ぜひご登録ください。
