
CoroDrill® DE10
대량 홀 가공을 위한 팁 교환형 드릴
스테인리스강에서 경쟁업체를 능가
+57%
생산력
생산력
+43%
공구 수명
공구 수명
| 나라: | 이탈리아 |
| 구성 요소: | 접시 |
| 재료: | M1.0.Z.AQ, AISI316L, 오스테나이트 스테인리스강 |
| 작업: | 52 mm, 관통 홀 1개, 막힌 홀 1개 |
| 기계: | 두산 NHP6300 |
| 냉각수: | 에멀젼 8%, 70 bar (1015 PSI) |
도전: 가공물 비용 때문에 신뢰성과 반복성이 가장 중요한 요소입니다.
결과: CoroDrill® DE10은 소음 수준이 매우 우수했고 칩 형태도 경쟁 제품과 같았습니다. 홀 표면 품질은 양호했고 홀 직경은 기대에 부합했습니다. 재종 GC2334를 사용하면 공구 수명이 훨씬 더 길어질 것으로 예상됩니다.

| 경쟁자 | CoroDrill® DE10 | |
| 도구 | - | DE10-D1600-160L20-5 |
| 드릴 팁 | - | DE10-1650-160-M5 4334 |
| vc, m/분 | 40 | 55 |
| n, rpm | 772 | 1060 |
| 에프엔, 밀리미터 | 0.14 | 0.16 |
| vf, mm/분 | 108 | 170 |
| 공구 수명, 홀 개수 | 126 | 180 |
| 공구 수명, m | 6.6 | 9.3 |
| 공구 수명, 분 | 61 | 55 |
어려운 작업에서 탁월한 성능 발휘
+89%
생산력
생산력
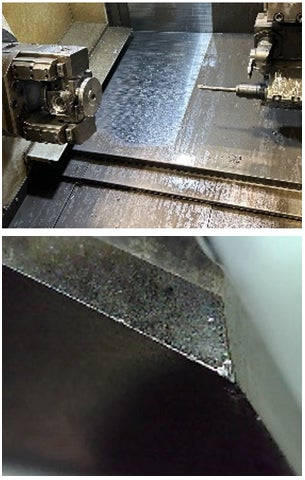
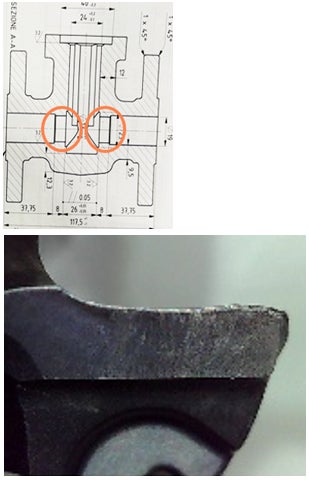
| 나라: | 이탈리아 |
| 구성 요소: | 밸브 |
| 재료: | M3.2.Z.AQ, 가공된 슈퍼 듀플렉스 스테인리스강 |
| 작업: | 관통 홀, 깊이 2×10 mm, 불규칙한 출구 |
| 기계: | 두산 GT3100 |
| 냉각수: | 유제 10% |
도전: 고객은 긴 칩이 드릴 주위를 감싸는 문제를 겪고 있습니다. 낮은 절입 이송을 단계적으로 사용하고 있으며 생산성과 공구 수명이 좋지 않습니다.
결과: CoroDrill® DE10은 드릴 주위를 감싸는 칩이 없어 생산성과 칩 브레이킹이 개선되었습니다. 동일한 절삭 매개 변수로 테스트한 결과 CoroDrill® DE10은 공구 수명을 두 배로 늘렸습니다. 재종 GC2334를 사용하면 공구 수명이 훨씬 더 길어질 것으로 예상됩니다.
경쟁제품, 10개
CoroDrill® DE10, 30개
| 경쟁자 | CoroDrill® DE10 | |
| 도구 | - | DE10-D1700-170L20-5 |
| 드릴 팁 | - | DE10-1710-170-M5 4334 |
| vc, m/분 | 43 | 50 |
| n, rpm | 800 | 930 |
| 에프엔, 밀리미터 | 0.08–0.06 | 0.15–0.1 |
| vf, mm/분 | 64-48 | 140–93 |
| 공구 수명, 홀 개수 | 60 | 60 |
| 공구 수명, m | 0.3 | 0.3 |
| 공구 수명, 분 | 10.2 | 5.4 |
선반 적용에서 뛰어난 성능 발휘
+49%
생산력
생산력
+37%
공구 수명
공구 수명
| 나라: | 인도 |
| 구성 요소: | 핀 |
| 재료: | P2.1.Z.AN, 17Cr3, 합금강 |
| 작업: | 선반에서 84 mm 드릴링 |
| 기계: | 로보턴 FAR |
| 냉각수: | 유제 |
도전: 칩 브레이킹과 칩 컨트롤은 매우 중요합니다. 칩이 컨베이어와 갠트리의 작동을 방해해서는 안 됩니다. 경쟁업체 칩이 일관되지 않고 다양한 길이의 칩이 발생합니다.
결과: CoroDrill® DE10은 우수한 코너 안정성과 칩 처리로 생산성과 공구 수명을 향상시켰습니다.

| 경쟁자 | CoroDrill® DE10 | |
| 도구 | - | DE10-D1700-170L20-5 |
| 드릴 팁 | - | DE10-1750-170-M5 4334 |
| vc, m/분 | 71 | 97 |
| n, rpm | 1300 | 1765 |
| 에프엔, 밀리미터 | 0.2 | 0.22 |
| vf, mm/분 | 260 | 388 |
| 공구 수명, 홀 개수 | 1200 | 1650 |
| 공구 수명, m | 101 | 138 |
| 공구 수명, 분 | 388 | 357 |
저희와 함께 하세요. 최신 정보로 유지 하세요.
지금 바로 뉴스레터를 신청하십시오.

한국샌드빅 주식회사
070-4784-4014 (提供韩文/中文服务 Provide Korean/Chinese service) 沪ICP备20012694号-1 京公网安备 11010502044395号경기도 광명시 소하로 190, B동 1317호, 1318호(소하동, 광명G타워) / 사업자등록번호: 116-81-15957 / 대표이사: 박준형