
CoroMill® MS40
궁극의 탄젠셜 밀링 솔루션
제품 구성 개요
커터 바디
| 인서트 크기, SSC | 커터 직경 범위, mm (inch) | 피치 | APMX, mm (inch) | 커플링 |
| SSC 09 | 25–32 (1–1¼) | M, H (M) | 8 (0.315) | 원통형 섕크 |
| SSC 09 | 40–63 (1½–2) | M, H (M) | 8 (0.315) | 아버 |
| SSC 13 | 40–160* (2–6) | M, H (M) | 12 (0.472) | 아버 |
*내부 절삭유 최대 Ø125 mm (5 inch)
M 피치: 비균등 피치
H 피치: 균등 피치
인서트
| SSC 09 APMX: 8.0 mm (0.315 inch) | SSC 13 APMX: 12.0 mm (0.472 inch) | |
| 인서트 형상 | E-L30, E-M40, M-M40 | E-L40, E-M50, M-M50 |
| 인서트 코너 반경 | 0.4 및 0.8 mm (0.0157 및 0.0315 inch) | 0.8 mm (0.0315 inch) |
| 인서트 재종 | GC1040, GC2040, GC1230, GC4330, GC3330 | GC1040, GC2040, GC1230, GC4330, GC3330 |
권장사항
원통형 섕크, SSC 09
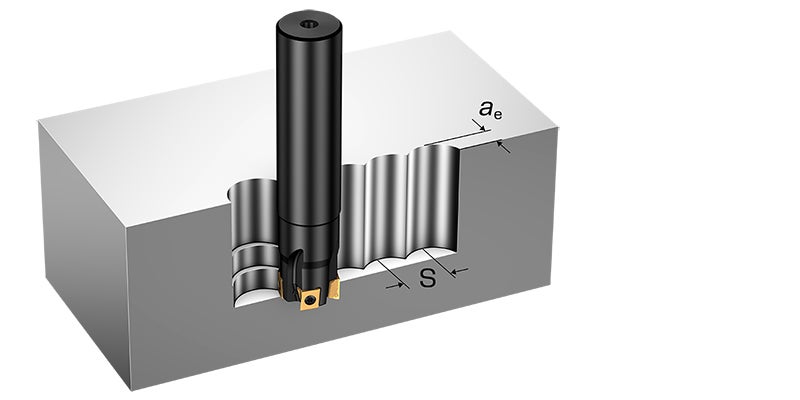
원통형 섕크 공구는 주로 ae ≤ 33% DCX인 사이드 밀링 가공에 적용해야 합니다. 이 조건에서 90° 벽의 반복 패스 정확도와 불일치가 최적입니다.
아버 커플링, SSC 09 및 13
아버 커플링은 ae ≤ 33% DCX인 사이드 밀링 가공에서 강력한 성능을 위한 안정성을 제공합니다. 큰 ae 맞물림이나 풀 슬롯에는 짧은 오버행 같은 안정적인 가공 환경이 필요합니다.
사이드 밀링 가공: 램핑 가공 및 헬리컬 보간
ae ≤ (BS + RE) 및 ap ≤ APMX로 사이드 밀링 가공 시 램핑 가공 또는 헬리컬 보간이 가능합니다.
| SSC 09 | SSC 13 | ||
| BS, mm (inch) | RE0.4 | 1.5 (0.0591) | |
| RE0.8 | 1.1 (0.0433) | 2.2 (0.0866) | |
| ae, mm (inch) | ≤ 1.9 (0.075) | ≤ 3 (0.118) | |
| APMX, mm (inch) | 8 (0.315) | 12 (0.472) | |
| RMPX, α (절삭날 경로에서) | 3° | 3° |

플런지 밀링 가공
- "H" 피치를 사용해 여러 날 맞물림을 보장하십시오.
- "후크 프로그램"을 사용해 복귀 스트로크에서 재절삭을 방지하십시오.
- 후속 정삭 가공을 위해 일정한 스톡을 남겨 놓으십시오.
| ISO 영역 | 기준 소재 | 최대 ae mm (inch) | 최대 ae mm (inch) | 이송, mm/z (in/z) | 이송, mm/z (in/z) |
| SSC 09 | SSC 13 | SSC 09 | SSC 13 | ||
| ISO P ISO K | P2.1.Z.AN K2.2.C.UT | 3 (0.118) | 6 (0.236) | 0.10 (0.05–0.12) 0.004 (0.002–0.005) | 0.10 (0.08–0.16) 0.004 (0.003–0.0063) |
| ISO M ISO S | M1.0.Z.AQ S2.0.Z.AG (인코넬 718) | 2 (0.0787) | 4 (0.157) | 0.08 (0.05–0.10) 0.003 (0.002–0.004) | 0.08 (0.05–0.12) 0.003 (0.002–0.005) |
CoroPlus® Tool Guide for CoroMill® MS40

- 온라인 공구 선택기 CoroPlus® Tool Guide를 사용하면 특정 작업 요구사항에 맞는 권장 공구를 빠르고 정확하게 확인 가능
- 공구, 작업, 소재 및 기계를 기준으로 가공 작업에 적합한 공구 및 매개변수 선택
- 손쉬운 선택, 손쉬운 사용
- 모든 CoroMill® MS40 적용 영역 지원
저희와 함께 하세요. 최신 정보로 유지 하세요.
지금 바로 뉴스레터를 신청하십시오.

한국샌드빅 주식회사
070-4784-4014 (提供韩文/中文服务 Provide Korean/Chinese service) 沪ICP备20012694号-1 京公网安备 11010502044395号경기도 광명시 소하로 190, B동 1317호, 1318호(소하동, 광명G타워) / 사업자등록번호: 116-81-15957 / 대표이사: 박준형