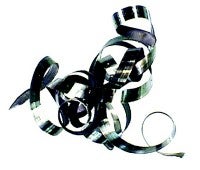
Takım veya iş parçası etrafında uzun karışıklıklar. Genelde düşük ilerleme, düşük veya sığ kesme derinliği sebep olur.
Neden
Çözüm
Seçilen geometri için ilerleme çok düşük
İlerlemeyi artırın
Daha iyi talaş kırma özelliklerine sahip bir kesici uç geometrisi seçin
Hassas kesme sıvısına sahip takımlar kullanın
Seçilen geometri için kesme derinliği çok kısa
Kesme derinliğini artırın veya daha iyi talaş kırma özelliklerine sahip bir geometri seçin
Çok büyük köşe radyüsü
Daha küçük bir köşe radyüsü seçin
Uygun olmayan giriş açısı
Mümkün olduğunca büyük giriş açısına (boşluk açısı) sahip tutucu seçin. KAPR= 90° (PSIR =0°)
Talaş kontrolü
Çok sert talaş kırma sebebiyle genelde birbirine yapışan çok kısa talaşlar. Sert talaş kırma genelde kesme kenarındaki yüksek talaş yükü sebebiyle takım ömrünü kısaltır ve kesici ucu kırabilir.
Neden
Çözüm
Seçilen geometri için ilerleme çok yüksek
Tercihen tek taraflı bir kesici uç ve yüksek ilerlemeler için tasarlanmış bir geometri seçin
İlerlemeyi azaltın
Uygun olmayan giriş açısı
Mümkün olduğunca büyük giriş açısına (boşluk açısı) sahip tutucu seçin. KAPR= 45°–75° (PSIR =45–15°)
Çok küçük köşe radyüsü
Daha büyük bir köşe radyüsü seçin
Yüzey kalitesi
Yüzey "saçaklı" görünür ve tolerans koşullarını karşılamaz.
Neden
Çözüm
Talaşlar parçaya karşı kırılmaktadır ve işlenmiş olan yüzeye zarar vermektedir
Talaşları parçadan uzağa yönlendiren bir geometri seçin
Giriş açısını değiştirin
Kesme derinliğini azaltın
Nötr eğim açılı pozitif bir takım sistemi seçin
Kesme kenarı üzerinde aşırı çentik aşınması nedeniyle saçaklı yüzey
Oksidasyon aşınmasına daha iyi dirençli sermet kalitesi gibi bir kalite seçin.
Kesme hızını düşürün
Çok küçük köşe radyüsü ile birlikte çok yüksek ilerleme kaba bir yüzey oluşturur
Silici uç veya daha büyük köşe radyüsü seçin
İlerlemeyi azaltın
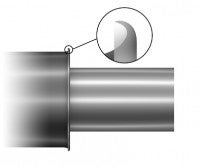
Çapak oluşumu
İş parçasına girerken veya çıkarken iş parçası üzerinde çapak oluşumu.
Neden
Çözüm
Kesme kenarı yeterince keskin değil
Kenar yuvarlaklığı için ilerleme çok düşük
Keskin kenarlı kesici uçlar, PVD kaplamalı kesici uçlar veya düşük ilerleme hızlarında < 0,1 mm/dev (0,004 inç/dev) taşlanmış kesici uçlar kullanın
Kesme derinliğinde çentik aşınması veya tanecik kopması
Küçük giriş açısına sahip bir tutucu kullanın
Kesimin başında veya sonunda çapak oluşumu
İş parçasından girerken/çıkarken kesimi bir havşa veya radyüs ile başlatın veya sonlandırın
Titreşim
Takımlama veya takım montajından kaynaklanan titreşim veya taşlama izleri nedeniyle yüksek radyal kesme kuvvetleri. Delik işleme baralarıyla iç çap işleme için standarttır.
Neden
Çözüm
Uygun olmayan giriş açısı
Büyük bir giriş açısı (boşluk açısı) seçin. KAPR = 90° (PSIR = 0°)
Köşe radyüsü çok geniş
Daha küçük bir köşe radyüsü seçin
Uygun olmayan kenar yuvarlama veya negatif havşa
İnce bir kaplamaya sahip veya kaplamasız bir kalite seçin
Kesme kenarında aşırı yanak aşınması
Aşınmaya karşı daha dayanıklı bir kalite seçin veya hızı azaltın
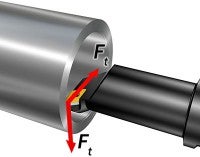
Titreşim
Yüksek tanjantsal kesme kuvvetleri.
Neden
Çözüm
Kesici uç geometrisi yüksek kesme kuvvetleri oluşturmaktadır
Talaş kırma çok sert ve yüksek kesme kuvvetleri oluşturuyor
Pozitif bir kesici uç geometrisi seçin
İlerlemeyi azaltın veya yüksek ilerlemeye uygun bir geometri seçin
Kısa kesme derinliği nedeniyle değişken veya çok düşük kesme kuvvetleri
Kesici ucun kesmesi için kesme derinliğini artırın
Hatalı konumlanmış takım
Merkez yüksekliğini kontrol edin
Uzun kullanma mesafesi nedeniyle takımda dengesizlik
Optimize edilmiş kesme değerleri, mümkün olan en iyi parça kalitesi ve takım ömrü için işleme sonrasında kesici uç kenarını kontrol etmeyi unutmayın. Başarılı bir tornalama işlemi için farklı kesici uç aşınma durumlarının sebep ve çözümlerinden oluşan aşağıdaki tabloyu kullanın.
Yanak aşınması Tüm uygulamalarda tercih edilen aşınma tipi. Öngörülebilir ve stabil takım ömrü sunar
Kesme hızı çok yüksek
Çok tok kalite
Yetersiz aşınma direnci
İş parçası malzemesinde sert kalıntılar
Kesme hızını azaltın
Tokluk veya aşınma direnci talebine göre daha uygun kalite seçin
Çentik aşınması
Yapışkan ve/veya işleme ile sertleşen malzemeler
~90° giriş açısı (~0° boşluk açısı) kullanın
Geometri çok negatif
Daha keskin bir kenar seçin
Giriş açısını azaltın
Kesme derinliğini değiştirin
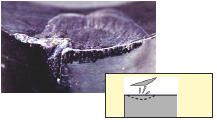
Krater aşınması
Kesme hızı ve/veya ilerleme çok yüksek
Talaş kırıcı çok dar
Kimyasal aşınma veya sürtünme aşınması
Aşınma direnci çok düşük
Kesme hızını veya ilerlemeyi düşürün
Aşınmaya karşı daha dayanıklı bir kalite seçin
Daha açık/pozitif bir geometri seçin
Plastik deformasyon Çökme Baskı
Yüksek ısı yükü ve basınç, kesme sıcaklığı çok yüksek
Kalite çok tok/yumuşak
Yetersiz kesme sıvısı temini
Kesme hızı ve/veya ilerlemeyi düşürerek ısı ve basınç yükünü azaltın
Kenar kalkması halinde önce ilerlemeyi küçültün
Pul kalkması halinde önce hızı küçültün
Aşınmaya/ısıya karşı daha dayanıklı bir kalite seçin
Daha açık/pozitif bir geometri seçin
Kesme sıvısı teminini iyileştirin
Talaş yığılması (B.U.E)
Çok düşük kesme sıcaklığı
Yapışkan/ezik malzeme
Geometri çok negatif
Kaplama çok kalın
Hızı arttırarak kesme sıcaklığını yükseltin
Bir PVD kaplamalı kalite seçin (PVD kaplamalarında daha az BUE)
Daha pozitif bir geometri seçin
Pullanma
Lekeli malzeme
Kesme hızı çok düşük
Kesme sıvısı ile darbeli işleme
Kaplama çok kalın
Kesme hızını artırın
Kesme sıvısını kapatın
Daha ince kaplamaya ve daha yüksek kenar hattı güvenliğine (PVD) sahip bir kalite seçin
Kenarda çentiklenme
Kararsız koşullar
Kalite çok sert/gevrek
Kaplama çok kalın (CVD, kenar hattı pullanmasına yol açar)
Tezgah koşullarını stabil hale getirin
Daha tok bir kalite seçin
Daha güçlü bir geometri seçin
Daha ince kaplamaya sahip bir kalite seçin (PVD)
Termal çatlaklar
Değişken kesme kenarı sıcaklıkları
Darbeli kesimler ve kesme sıvısı
Kalite ısı şoku değişimlerine hassastır
Daha kalın kaplamalı kalite kullanın (CVD)
Kesme sıvısını kesin veya bol miktarda uygulayarak dengeli sıcaklık seviyesi elde edin
Kesme hızını azaltın
Daha ince kaplamaya sahip bir kalite seçin (PVD)
Kırılma
Aşırı aşınma
Yanlış kalite seçimi (çok tok/sert)
Yanlış kesme değerleri
Daha kısa (kesim süresi) çalışmalar yapın: aşınmanın ne zaman başladığını ve baskın aşınma tipini kontrol edin
Kesme değerlerini değiştirin
Daha uygun bir kesici uç kalitesi/geometri seçin
Dilim kırığı - seramik
Aşırı takım basıncı
İlerlemeyi azaltın
Daha tok bir kalite seçin
Daha küçük havşalı bir kesici uç seçin veya kesme kuvveti yönünü değiştirmek için başka geometri kullanın
Kesme bölgesi dışında çentiklenme
Kenara/omuza doğru alın tornalama nedeniyle talaş sıkışması