
Gevindstandarder og hultolerancer ved gevindskæring
Gevindstandarder
Gevindværktøj fremstilles efter fem forskellige standarder: ISO, ANSI, DIN, DIN/ANSI og JIS. DIN og ISO er udbredt over hele verden, ANSI er mest almindelige på amerikanske markeder, og JIS er mest almindelig på asiatiske markeder.
- ISO, ANSI og JIS har en ret kort OAL (samlet længde) og er temmelig ens, bortset fra skaftdiameteren, der er i tommer for ANSI og metrisk for ISO og JIS
- DIN er en lang version med metrisk skaftdiameter og lang OAL
- DIN/ANSI er et miks af begge standarder med ANSI-skaftdiameter og OAL fra DIN

ISO, ANSI, JIS

DIN, DIN/ANSI
ISO-skaft og firkantdimensioner

| 2,50 | 2,00 | M1 | ||||
| M1.2 | ||||||
| M1.4 | ||||||
| M1.6 | Nr. 0 | |||||
| M1.8 | ||||||
| M2 | Nr. 1 | |||||
| 2,80 | 2,24 | M2.2 | Nr. 2 | |||
| M2.5 | Nr. 3 | |||||
| 3,15 | 2,50 | M3 | Nr. 4 Nr. 5 | M3 | ||
| 3,55 | 2,80 | M3.5 | Nr. 6 | M3.5 M4 | ||
| 4,00 | 3,15 | M4 | M5 | |||
| 4,50 | 3,55 | M4.5 | Nr. 8 | M6 | ||
| 5,00 | 4,00 | M5 | Nr. 10 3/16 | |||
| 5,60 | 4,50 | M5.5 | Nr. 12 7/32 | M7 | ||
| 6,30 | 5,0 | M6 | 1/4 | M8 | ||
| 7,10 | 5,60 | M7 | 9/32 | |||
| 8,00 | 6,30 | M8 | 5/16 | M10 | G1/8 | Rc 1/8 |
| 9,00 | 7,10 | M9 | M12 | |||
| 10,00 | 8,00 | M10 | 3/8 | G1/4 | Rc1/4 | |
| 8,00 | 6,30 | M11 | 7/16 | |||
| 9,00 | 7,10 | M12 | 1/2 | |||
| 11,20 | 9,00 | M14 | 9/16 | M14 | ||
| 12,50 | 10,00 | M16 | 5/8 | M16 | G3/8 | Rc3/8 |
| 14,00 | 11,20 | M18 M20 | 11/16 3/4 | M18 M20 | ||
| 16,00 | 12,50 | M22 | 7/8 | M22 | ||
| 18,00 | 14,00 | M24 | 1" | M24 | G5/8 | Rc5/8 |
| 20,00 | 16,00 | M27 M30 | 1 1/8 | M27 M30 | G3/4 | Rc3/4 |
| 22,40 | 18,00 | M33 | 1 1/4 | G7/8 | Rc7/8 | |
| 25,00 | 20,00 | M36 | 1 3/8 | G1" | Rc1" | |
| 28,00 | 22,40 | M39 M42 | 1 1/2 |
DIN-skaft og firkantdimensioner
| 2,5 | 2,1 | M1 | M1 | |||||
| M1.1 | M1.1 | |||||||
| M1.2 | M1.1 | M3.5 | M3.5 | 1/16 | ||||
| M1.4 | M1.1 | |||||||
| M1.6 | M1.6 | |||||||
| M1.8 | M1.8 | |||||||
| 2,8 | 2,1 | M2 | M2 | |||||
| M2.2 | M2.2 | M4 | M4 | 3/32 | 5/32 | |||
| M2.5 | M2.5 | |||||||
| 3,20 | 2,4 | 3/16 | ||||||
| 3,50 | 2,70 | M3 | M3 | M5 | M5 | |||
| 4,00 | 3,00 | M3.5 | M3.5 | 1/8 | ||||
| 4,50 | 3,40 | M4 | M4 | M6 | M5.5 | 5/32 | 1/4 | |
| 6,00 | 4,90 | M5 M6 M8 | M5 M6 | M8 | M8 | 3/16 | 5/16 | |
| 7,00 | 5,50 | M10 | M10 | M9 M10 | 1/4 | 3/8 | ||
| 8,00 | 6,20 | M8 | 5/16 | 7/16 | ||||
| 9,00 | 7,00 | M12 | M12 | M12 | 3/8 | 1/2 | ||
| 10,00 | 8,00 | M10 | ||||||
| 11,00 | 9,00 | M14 | M14 | M14 | 9/16 | |||
| 12,00 | 9,00 | M16 | M16 | M16 | 5/8 | |||
| 14,00 | 11,00 | M18 | M18 | M18 | 3/4 | |||
| 16,00 | 12,00 | M20 | M20 | M20 | ||||
| 18,00 | 14,50 | M22 M24 | M22 M24 | M22 M24 | 7/8 | |||
| 20,00 | 16,00 | M27 | M27 | M27 M28 | 1" | |||
| 22,00 | 18,00 | M30 | M30 | M30 | 1 1/8 | |||
| 25,00 | 20,00 | M33 | M33 | M33 | 1 1/4 | |||
| 28,00 | 22,00 | M36 | M36 | M36 | 1 3/8 | |||
| 32,00 | 24,00 | M39 M42 | M39 M42 | M39 M42 | 1 1/2 1 5/8 | |||
| 36,00 | 29,00 | M45 M48 | M45 M48 | M45 M48 | 1 3/4 1 7/8 | |||
| 40,00 | 32,00 | M52 | M52 | 2 | G 1 3/4 | |||
| 45,00 | 35,00 | G 2" | ||||||
| 50,00 | 39,00 | G 2 1/4 G 2 1/2 G 2 3/4 G 3" |
ANSI-skaft og firkantdimensioner

| 0,141 | 0,11 | Nr. 0 | M1.6 | |
| Nr. 1 | M1.8 | |||
| Nr. 2 | M2 | |||
| Nr. 3 | M2.5 | |||
| Nr. 4 | ||||
| Nr. 5 | M3 | |||
| Nr. 6 | M3.5 | |||
| 0,168 | 0,131 | Nr. 8 | M4 | |
| 0,194 | 0,152 | Nr. 10 | M5 | |
| 0,220 | 0,165 | Nr. 12 | ||
| 0,255 | 0,191 | 1/4 | M6 | |
| 0,318 | 0,238 | 5/16 | M7 | |
| M8 | ||||
| 0,381 | 0,286 | 3/8 | M10 | |
| 0,323 | 0,242 | 7/16 | ||
| 0,367 | 0,275 | 1/2 | M12 | |
| 0,429 | 0,322 | 9/16 | M14 | |
| 0,480 | 0,360 | 5/8 | M16 | |
| 0,542 | 0,406 | 11/16 | M18 | |
| 0,590 | 0,442 | 3/4 | ||
| 0,652 | 0,489 | 13/16 | M20 | |
| 0,697 | 0,523 | 7/8 | M22 | |
| 0,760 | 0,570 | 15/16 | M24 | |
| 0,800 | 0,600 | 1 | M25 | |
| 0,896 | 0,672 | 1 1/16 | M27 | |
| 1 1/8 | ||||
| 1,021 | 0,766 | 1 3/16 | M30 | |
| 1 1/4 | ||||
| 1,108 | 0,831 | 1 5/16 | M33 | |
| 1 3/8 | ||||
| 1,233 | 0,925 | 1 7/16 | M36 | |
| 1 1/2 | ||||
| 1,305 | 0,979 | 1 5/8 | M39 | |
| 1,430 | 1,072 | 1 3/4 | M42 | |
| 1,519 | 1,139 | 1 7/8 | ||
| 1,644 | 1,233 | 2 | M48 |
JIS-skaft og firkantdimensioner

| 3 | 2,5 | M1.4 |
| 3 | 2,5 | M1.7 |
| 3 | 2,5 | M2 |
| 3 | 2,5 | M2.3 |
| 3 | 2,5 | M2.5 |
| 3 | 2,5 | M2.6 |
| 4 | 3,2 | M3 |
| 5 | 4 | M4 |
| 5,5 | 4,5 | M5 |
| 6 | 4,5 | M6 |
| 6,2 | 5 | M8 |
| 7 | 5,5 | M10 |
| 8,5 | 6,5 | M12 |
| 10,5 | 8 | M14 |
| 12,5 | 10 | M16 |
| 14 | 11 | M18 |
| 15 | 12 | M20 |
| 17 | 13 | M22 |
| 19 | 15 | M24 |
Hultolerancer ved gevindskæring
| ISO | DIN | ANSIBS | ||||||
| ISO 1 | 4 H | 3 B | 4 H | 5 H | Pasning uden tillæg | |||
| ISO 2 | 6H | 2B | 4 G | 5 G | 6 H | Normal pasning | ||
| ISO 3 | 6 G | 1B | 6 G | 7 H | 8 H | Pasning med stort tillæg | ||
| - | 7 G | - | 7 G | 8 G | Løs pasning til efterfølgende behandling eller belægning |
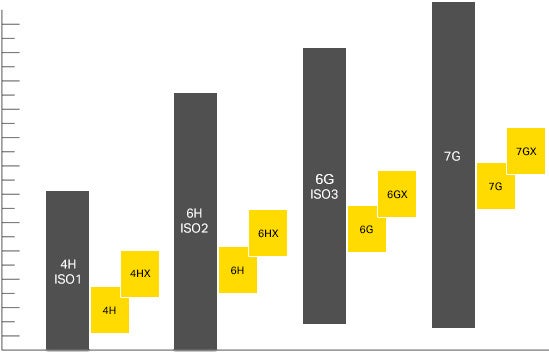
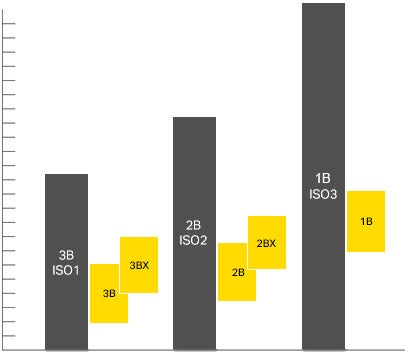
Gevindtaptolerance vs. indvendig gevindtolerance (møtrik)
Normal gevindtaptolerance er ISO 2 (6H), som skaber en pasning af gennemsnitskvalitet mellem skrue og møtrik. Lavere tolerance (ISO 1) skaber en fin pasning uden mellemrum mellem flankerne på skrue og møtrik. Højere tolerance (ISO 3) skaber en grov pasning med et større mellenrum. Det bruges, hvis møtrikken er med belægning, eller hvis der foretrækkes en løs pasning. Mellem tolerancerne 6H (ISO2) og 6G (ISO3) og mellem 6G og 7G findes der også gevindtappe med tolerance 6HX og 6GX. "X" betyder, at tolerancen ligger uden for standarden og anvendes til gevindtappe, der arbejder i højstyrkemateriale eller abrasivt materiale som støbejern. Disse materialer forårsager ikke problemer med overstørrelse, og der kan anvendes højere tolerance for at øge værktøjslevetiden. Tolerancebredden er lige stor mellem 6H og 6HX. Formende gevindtappe fremstilles normalt med en 6HX eller 6GX tolerance.
Rørgevind er gevind fremstillet iht. følgende standarder:
- G-gevind iht. ISO 228-1. En klasse til indvendigt gevind (gevindtap)
- Rc- og Rp-gevind iht. ISO 7-1
- NPT og NPSM iht. ANSI B1.20.1
- NPTF og NPSF iht. ANSI B1.20.3
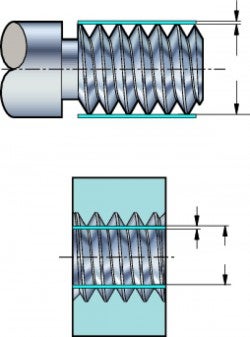
Tolerancepositionering
Tolerancebredden for en gevindtap designet til specifikke tolerancer er meget mindre end tolerancebredden på det færdige gevind. Gevindtaptolerancen er positioneret, så gevindtappen skærer et korrekt gevind fra starten. Når gevindtappen bruges, slides den gradvist, og på et tidspunkt er den for lille til at skære et korrekt gevind, da den er mindre end den laveste tolerance på GO-gevindmåledornen. Det optimale ville have været at positionere gevindtaptolerancen i den øverste del af det indvendige gevind, men i så fald er der for stor risiko for, at gevindtappen skærer et gevind i overstørrelse, over den øverste grænse på NO-GO-gevindmåledornen.Gevindtappe med "X"-tolerance, der anvendes til materialer, der ikke giver problemer med overstørrelse, positioneres højere. Resultatet er en længere værktøjslevetid som følge af, at der kan accepteres større slid, før gevindtappen skærer et for lille gevind.
DIN-tolerancer
 | Gevindtoleranceklasser |
| Gevindtolerancezoner |
ANSI-tolerancer
| Gevindtoleranceklasser |
| Gevindtolerancezoner |
