Applikationstip til gevindfræsning
For at opnå de bedste resultater i gevindfræsning skal du altid følge nedenstående anbefalinger:
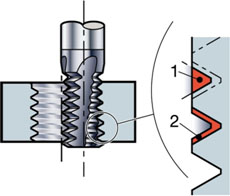
Valg af skærediameter
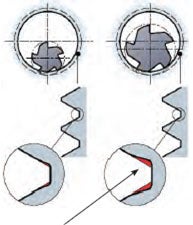
En mindre skærediameter vil hjælpe med at producere gevind af højere kvalitet. Fræserens indgreb vil skabe en ubetydelig formfejl på gevindprofilens rod. Ved indvendig gevindfræsning vil forholdet mellem gevinddiameter, skærediameter og stigning påvirke den faktiske radiale spåndybde, ae eff, der bliver meget større end den valgte radiale spåndybde. En større, faktisk ae vil øge afvigelsen i gevindroden. For at minimere profilafvigelsen skal fræserdiameteren ikke være større end 70% af gevinddiameteren.
Eksempel M30x3
Et værktøj med en diameter på 21,7 mm giver en profilafvigelse på 0,07 mm (0,0027 tommer).
Et værktøj med en diameter på 11,7 mm giver en profilafvigelse på 0,01 mm (0,0004 tommer).
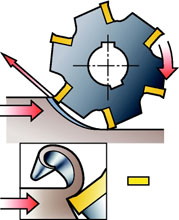
Gevindfræserbane
Gevindfræserbanen giver højre- eller venstregevind, når du bruger med- eller modfræsning. Indfør og udtag altid gevindfræseren i en blød bue, dvs. roll in og roll out af materialet. Gevindfræsning kræver maskiner, der er i stand til at udføre samtidige bevægelser på X-, Y- og Z-akserne. Gevinddiameteren bestemmes af X- og Y-akserne, mens stigningen styres af Z-aksen.
| Stigning | 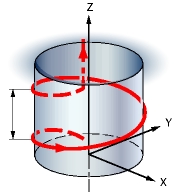
|
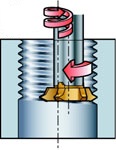
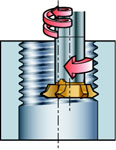
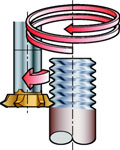
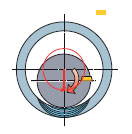
Indvendigt gevind i højreudførelse
Alle fræsere positioneres til start så tæt på bunden af hullet som muligt, og bevæger sig derefter mod uret i en opadgående bevægelse for at sikre, at operationen sker som medfræsning.
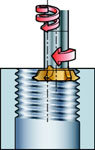
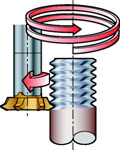
Indvendigt gevind i venstreudførelse
Fræsning af et venstregevind sker i den modsatte retning, fra top til bund, også i en bane mod uret for at sikre, at operationen udføres som medfræsning.
| Intern | |
|---|---|
| Gevind i højreudførelse | Gevind i venstreudførelse |
| Medfræsning | |
 |
 |
| Modfræsning | |
 |  |
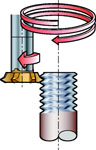
| Ekstern | |
|---|---|
| Gevind i højreudførelse | Gevind i venstreudførelse |
| Medfræsning | |
|
|
| Modfræsning | |
|
|
Medfræsning
- Medfræsning betyder, at værktøjet tilspændes i værktøjets rotationsretning
- Medfræsning er altid den foretrukne metode, når maskinen, fiksturet og emnet tillader det
- Spåntykkelsen aftager fra starten af overløbet indtil den når nul ved slutningen; det forhindrer, at kanten gnider og brænder mod overfladen, før den går i indgreb med materialet
Modfræsning
- Ved modfræsning er det skærende værktøjs tilspændingsretning modsat dets rotation
- Skærkanten skal tvinges ind i indgrebet, hvorved der skabes en skrabe- eller gnide-effekt pga. friktion, høje temperaturer og ofte kontakt med en deformationshærdet overflade forårsaget af den foregående skærkant. Alt dette reducerer værktøjslevetiden
- Tykke spåner ved udgang af emnet reducerer værktøjslevetiden
- Den store tykkelse og højere temperatur ved udgangen vil nogle gange klæbe eller svejse spånerne til skærkanten og føre dem med rundt til starten på næste spån eller forårsage skærkantudflisning momentant
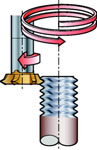
Indføring i indgreb– roll in

Foretag en gradvis indføring i emnet, når du udfører cirkulær- fræsning eller -ramping. Det kan gøres ved at udføre en ekstra cirkel, hvilket resulterer i gradvis indgreb i materialet. For hver kvart omdrejning (90°) under indføringen skal stigningen deles med fire. Gradvis indføringer i emnet er vigtige for at undgå vibration og forlænge værktøjslevetiden.
Tilspænding pr. tand
Arbejd altid med små tilspænding pr. tand-værdier for at opnå den bedste kvalitet og for at undgå tilspændingsmærker på komponentens overflade. Tilspændingen pr. tand bør ikke overstige 0,15 mm/tand (0,006 tomme/tand), derfor er der brug for en lille hex-værdi.
Tilspænding, der kræves af maskinens software
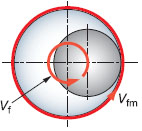
Beregn altid den korrekte, påkrævede tilspænding med maskinens software for at sikre den korrekte skærbelastning. Tilspændingsværdien afhænger altid af den hex-værdi der svarer til den perifere tilspændingshastighed. Mange maskiner kræver dog tilspænding for værktøjscentrum (vf). I indvendig gevindfræsning vil værktøjets periferi rotere hurtigere end dets centerlinje. På de fleste fræsemaskiner er programmeringen af tilspændingshastigheden baseret på spindlens centerlinje, og det skal tages med i betragtning ved gevindfræseberegninger for at maksimere værktøjslevetiden og undgå vibrationer/værktøjsnedbrud.
Antal overløb
Ved at opdele gevindfræseoperationen, ved store stigninger, i flere overløb, opnås der større sikkerhed mod værktøjsbrud i vanskelige materialer. Gevindfræsning med flere overløb forbedrer også gevindtolerancen som følge af mindre værktøjsnedbøjning. Det giver større sikkerhed ved lange udhæng og ustabile forhold. Brug altid to eller flere overløb, når du fræser gevind i hærdede og vanskeligt bearbejdelige materialer.
Bearbejdning uden eller med skærvæske
Tørbearbejdning anbefales altid, da skærevæske fremhæver temperaturvariationer ved indføring og udtagning, hvilket skaber termiske revner. Skærevæske kan være en fordel ved visse lejligheder, f.eks. når du sletbearbejder rustfrit stål/aluminium, bearbejder HRSA eller støbejern (for at reducere mængden af giftigt støv). Det er imidlertid mest fordelagtigt at fjerne spånerne ved hjælp af trykluft.

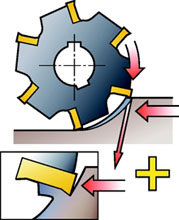
Overvejelser om skæredata
- I indvendig gevindfræsning øges ae i forhold til lige fræsning, hvilket reducerer den spånudtyndende effekt
- I udvendig gevindfræsning bliver den radiale dybde meget mindre, og der kan derfor anvendes en højere skærehastighed
- Indgrebsvinklen for næseradiussen er 90°. Da det er den mest følsomme del af skæret, skal hex-beregninger foretages med udgangspunkt i en indgrebsvinkel på 90°
Se skæredata og -værdier i CoroPlus® ToolGuide
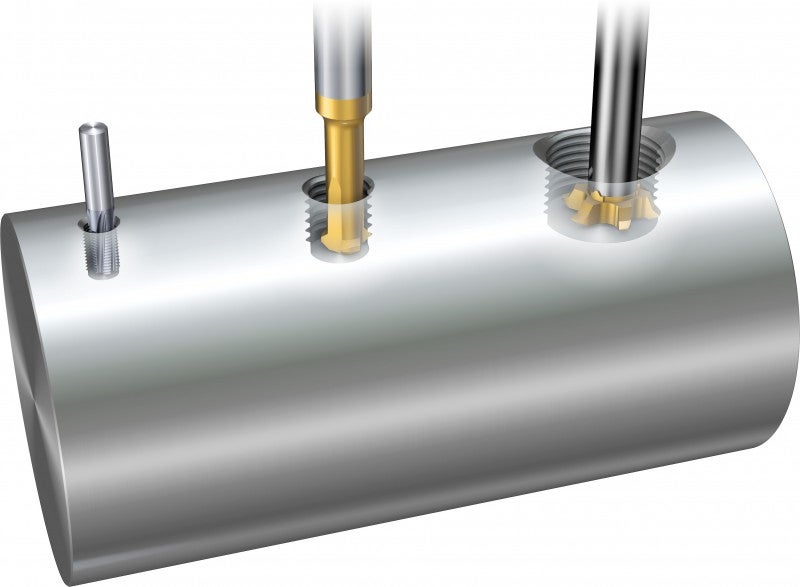
Hulstørrelser i gevindfræsning
Gevindfræsere bruger samme hulstørrelse som gevindskæring. Lav altid hullet så stort som muligt uden at gå ud over tolerancen. Det giver en sikrere proces og længere værktøjslevetid. Når du bruger et fuldprofilskær, kræves der et mindre hul for at sikre, at gevindtoppen bearbejdes.
Håndtering
For at opnå den bedste ydelse fra værktøjsholdere, der har skær med skruefastspænding, skal du altid bruge en momentnøgle til at sikre, at skæret sidder forsvarligt.
- Et for højt indstillet moment vil påvirke værktøjets ydelse negativt og forårsage brud på skær og skrue
- Et for lavt indstillet moment vil forårsage vibrationer og unøjagtige bearbejdningsresultater
- Skift regelmæssigt skærskruen, og sørg for at skærlejet er rent og fri for urenheder, der kunne forskyde skæret. Disse kontroller er afgørende for gevindfræsningens pålidelighed