
Tours à banc plat
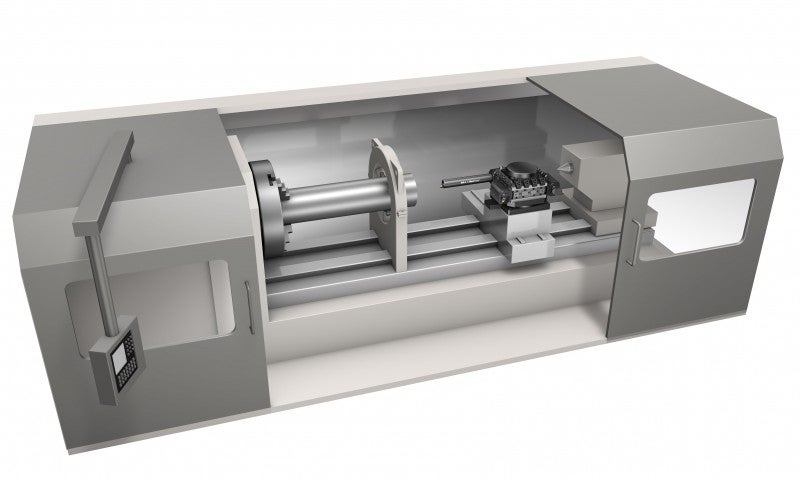
Les tours à banc plat sont très utilisés dans les applications de tournage lourd ; ils autorisent des process fiables, stables et puissants avec une productivité élevée.
Configuration des tours à banc plat
Les tours pour l'usinage lourd et les tours à banc plat sont très stables mais leurs capacités en matière de changements d'outils et d'indexage sont plus limitées qu'avec les centres de tournage à banc incliné ou les tours verticaux.
Les tours à banc plat sont généralement privilégiés pour les grandes pièces en raison de la facilité de chargement/déchargement. Un espace entre la broche et le banc est utile pour augmenter le diamètre de dégagement de rotation de la pièce.
Les grandes machines ont souvent des broches avec un grand alésage ; certaines broches peuvent avoir deux mandrins pour faciliter le chargement.

La taille des bancs dépasse souvent 4 mètres et il est aisé d'utiliser plusieurs lunettes. Il convient toutefois de relever que les lunettes sont souvent fixes et ne peuvent pas être utilisées de la même manière que les lunettes hydrauliques rotatives que l'on trouve généralement sur les machines à banc incliné et les centres de tournage (la conception avec banc incliné peut aussi faciliter le positionnement axial).
Tous les tours à banc plat ne sont pas équipés d'un convoyeur à copeaux, aussi faut-il tenir compte de l'évacuation des copeaux. Il est parfois utile de prévoir des convoyeurs à l'avant et à l'arrière pour réduire les temps morts.
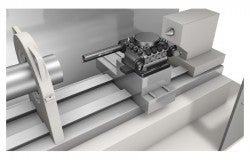
Configuration des tourelles
Pour les opérations de tournage lourd qui nécessitent une bonne stabilité, il est recommandé d'utiliser la conception avec poste outils plutôt qu'avec tourelle rotative. Si la machine doit être équipée d'un poste outils indexable, le type VDI en queue d'aronde (DIN 69881) offre une excellente stabilité ; c'est la solution la plus robuste pour les profondeurs de coupe exigeantes, et elle offre une rigidité de serrage suffisante pour les barres d'alésage longues. Les tailles 115 et 140 sont les plus courantes. La taille 140 est à privilégier pour les coupes lourdes et les barres d'alésage longues.

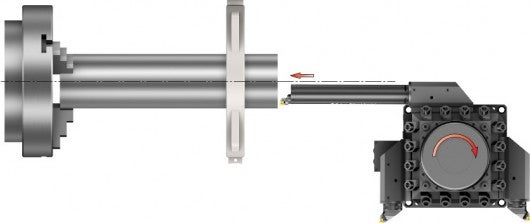
VDI queue d'aronde
Le type de tourelle VDI en queue d'aronde à quatre postes offre un très bon dégagement des outils adjacents, mais la limite de 4 positions d'indexage peut être problématique avec les outils à manche.
Le montage de barres d'alésage longues dans la tourelle peut empêcher l'indexage du poste outils. Les barres d'alésage avec attachement à changement rapide sont disponibles en standard jusqu'au diamètre 100 (10xD), ce qui autorise des changements d'outils rapides et précis afin de mieux exploiter les machines.

Montage extérieur
Montage intérieur
Usinage de trous profonds
Les tours à banc plat sont souvent utilisés pour l'usinage intérieur profond. Les points ci-dessous demandent une attention particulière :
- Coulisseau de banc/coulisseau transversal pour barre d'alésage Pour utiliser des barres d'alésage jusqu'à un diamètre de 600 mm (23.622 pouces).Il est important d'avoir un serrage par manchon fendu sur le coulisseau de banc sur une longueur d'au moins 4xD.Il faut aussi tenir compte de l'inertie de la barre d'alésageUn contrepoids peut être nécessaire en fonction du diamètre ou du porte-à-faux.
- Broche de perçage – rotative/statique
- Capacité de la pompe pour le forage profond – pression, débit
- Capacité du réservoir de liquide de coupe
Outillage à changement rapide dans les tours à banc plat

Les tours à banc plat offrent une grande stabilité, mais l'indexage des outils est lent ainsi que les changements d'outils. Les porte-outils à manche sont lourds et, en raison du nombre limité de positions d'outils, les systèmes de changement rapide d'outils ont un effet impressionnant sur l'efficacité de l'usinage.Pour en savoir plus sur les solutions de changement rapide d'outils
