
Albero della turbina a vapore
Gli alberi delle turbine vengono principalmente lavorati con operazioni di tornitura, scanalatura e, in una certa misura, anche foratura. Vengono asportati grandi quantitativi di metallo, e si richiede l’esecuzione di scanalature difficili.
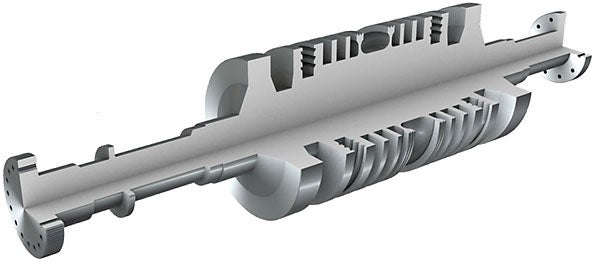

Esiste una serie di operazioni di tornitura tipiche, generalmente impiegate per gli alberi, che sono state sottoposte a miglioramenti davvero continui: sgrossatura pesante di grandi pezzi forgiati, lunghi e dalla superficie irregolare ma in condizioni stabili, seguita da una finitura completa delle superfici dei cuscinetti. Le operazioni di tornitura eseguite sui componenti del settore energetico si prestano bene ai miglioramenti conseguibili attraverso gli avanzamenti della tecnologia degli utensili.
Pertanto, se si vuole redigere una check-list per verificare i fattori che influiscono direttamente sui livelli prestazionali, sulla sicurezza e sui risultati, occorre includere i seguenti punti, che rappresentano una serie di parametri applicativi comprovati e che fanno una notevole differenza per il successo della tornitura. Essi sono:
- utilizzo dell'ultima generazione di qualità degli inserti, che comprenda qualità universali e specifiche per ottimizzare le singole operazioni,
- migliore geometria d'inserto per operazioni di tornitura di sgrossatura, per ottenere maggiori volumi di truciolo asportato,
- tecnologia degli inserti raschianti ottimizzata per prestazioni e risultati di tornitura di finitura ancora migliori,
- disponibilità di una scelta di buone soluzioni di bloccaggio dell'inserto sul portautensile per incrementare al massimo la stabilità e la sicurezza,
- applicazione del miglior sistema di portautensili modulare per le operazioni di tornitura, per garantire la massima stabilità e rapidità dei cambi utensile.
La possibilità di utilizzare la forma di inserto più adatta per massimizzare la robustezza, con il migliore angolo di registrazione, dipende dall’estensione del programma di utensili per tornitura. Inoltre, è necessario che il tagliente sia disponibile in un inserto della giusta forma e della corretta dimensione, per ottimizzare l’operazione e per favorire l’economia di utilizzo degli utensili. La scelta tra un inserto rotondo ed un inserto quadrato, con una specifica geometria ed un determinato raggio di punta, può essere decisiva per l'ottimizzazione delle operazioni, sia di sgrossatura sia di finitura.
Tornitura di sgrossatura
La geometria d’inserto HM rappresenta l’ultima innovazione nel campo degli utensili per la tornitura di sgrossatura dell’acciaio.
- Tornitura di sgrossatura
Refrigerante ad alta pressione
L'offerta CoroTurn® HP assicura una produzione senza problemi. Migliore controllo del truciolo nella finitura di tutti i materiali, oltre a velocità di taglio e durata del tagliente superiori nei materiali difficili.
- CoroTurn HP

Il sistema modulare di adattatori SL
Con il flessibile sistema SL, è possibile costruire il proprio prodotto ottimizzato dalle unità di taglio standard.
- CoroTurn SL modular system

Tornitura di finitura
Per quanto riguarda la tornitura di finitura, la tecnologia degli inserti raschianti ha registrato una notevole evoluzione dalla sua introduzione una decina di anni fa.
- Tornitura di finitura

Inserti angolati CoroCut®
Realizzati specificamente per le scanalature difficili da raggiungere, gli inserti angolati a 90 gradi sono disponibili in numerose forme, tutte disponibili come standard.
Non occorrono utensili speciali. Sono disponibili anche semilavorati per profili specifici a 90, a 45 gradi ed a T.
- Troncatura e scanalatura

Soluzioni ad alto contenuto tecnico
Utilizzando soluzioni speciali, è possibile ridurre il numero di operazioni ed il tempo di taglio di lavorazione dei componenti impiegati per la produzione di energia.
- Soluzioni ad alto contenuto tecnico
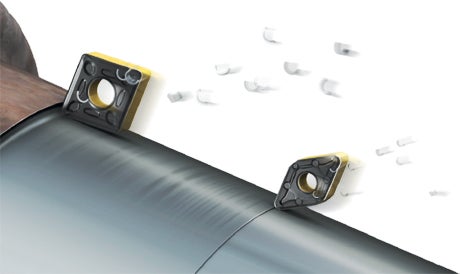
Tornitura di sgrossatura
La geometria d’inserto HM rappresenta l’ultima innovazione nel campo degli utensili per la tornitura di sgrossatura dell’acciaio. Si tratta di un nuovo design per inserti bilaterali per impieghi gravosi. La geometria HM è disponibile negli inserti a S per garantire la massima robustezza e negli inserti a C per offrire una maggiore versatilità. Sviluppata appositamente per lavorazioni con grandi profondità di taglio in pezzi di acciaio forgiato, questa geometria d'inserto presenta taglienti molto robusti ed un ampio campo di controllo truciolo. Grazie a tali proprietà, resiste bene a tutte le variazioni che caratterizzano l’ampio campo di avanzamenti di questi inserti, garantendo durevolezza e sicurezza del tagliente.
Abbinando la nuova geometria HM con la giusta qualità d'inserto della serie GC4000, è possibile ottimizzare le prestazioni a livelli mai raggiunti in precedenza. Grazie alla maggiore durata del tagliente, è possibile ridurre l’incidenza di problemi specifici del tagliente, come la deformazione plastica e l’usura per craterizzazione. La nuova generazione di qualità per tornitura dell’acciaio, come la qualità universale GC4225, consente di ottenere elevati volumi di truciolo asportato grazie all'ottimo equilibro tra durevolezza e prevedibilità. La GC4235 rappresenta l’alternativa più tenace con massima sicurezza del tagliente per le condizioni più difficili.
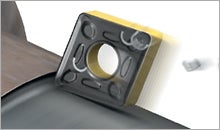
Tornitura di finitura
Per quanto riguarda la tornitura di finitura, la tecnologia degli inserti raschianti ha registrato una notevole evoluzione dalla sua introduzione una decina di anni fa. Questo moderno modo di concepire il raggio di punta dell’inserto ha eliminato il tipico problema della dimensione del raggio rispetto all’avanzamento per giro ed i suoi effetti sulla finitura superficiale. Con gli inserti raschianti è stato possibile raddoppiare gli avanzamenti mantenendo gli stessi livelli di finitura superficiale.
L'inserto raschiante WMX fa parte di una nuova generazione di geometrie in grado di generare la finitura superficiale richiesta più velocemente degli inserti con raggio di punta convenzionale. Il raggio principale, associato a più raggi complementari, si accompagna ad una nuova geometria con rompitrucioli che conferisce all'inserto un più ampio campo di avanzamento. L'inserto raschiante WMX può essere utilizzato anche nelle operazioni di sgrossatura media.
Rispetto alla precedente generazione di inserti raschianti, questo inserto permette di ottenere una finitura superficiale ancora migliore, è meno soggetto alle vibrazioni ed assicura un maggiore controllo truciolo ed una più fluida azione di taglio.La grande gamma di applicazioni centrali della geometria WMX è completata da una serie di geometrie aggiuntive che possono essere utilizzate per ottimizzare il controllo dei trucioli a basse velocità di avanzamento o piccole profondità di taglio o per profondità di taglio anche superiori.
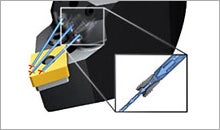
Soluzioni speciali
Utilizzando soluzioni speciali, è possibile ridurre il numero di operazioni ed il tempo di taglio di lavorazione dei componenti destinati al settore energetico.Per lavorare camere interne più profonde, sono necessarie soluzioni di attrezzamento all’avanguardia, come quelle sviluppate con i concetti Silent Tools. L’impiego di lame degli utensili antivibranti è fondamentale per mantenere prestazioni soddisfacenti senza limitazioni dovute alla tendenza alle vibrazioni e agli intasamenti truciolo. Le lame di lunghezza quattro volte superiore alla larghezza sono progettate con un dispositivo di smorzamento brevettato, il che consente di lavorare a profondità di taglio quattro volte superiori rispetto alle soluzioni senza smorzamento.
Queste lame, dotate di dispositivo di smorzamento integrato per garantire prestazioni elevate anche quando l’utensile penetra più in profondità, consentono di eseguire la tornitura di particolari geometrici in scanalature profonde spesso a velocità di taglio superiori del 20% e con durata del tagliente superiore del 50%.

