
Troncatura
La troncatura viene eseguita soprattutto nelle macchine con alimentatore a barre, spesso utilizzate per la produzione in serie. Generalmente, l'operazione di troncatura rappresenta solo una piccola parte del tempo di lavorazione totale sul componente e, di conseguenza, minimizzarne la durata non è molto importante. Dopo la sequenza di troncatura, alcuni componenti hanno ancora delle caratteristiche da lavorare nel contromandrino. Se si avvolgono attorno al componente, i trucioli possono impedire il bloccaggio del componente successivo nel contromandrino. In tal caso, la macchina produce pezzi da scartare o si arresta. Se si avvolgono attorno al componente, i trucioli possono causare problemi nelle operazioni successive (trattamento termico, sbavatura, assemblaggio, ecc.) e distruggere la finitura superficiale. Dato che la troncatura è spesso una delle ultime operazioni eseguite sul componente, la sicurezza riveste una grande importanza. Se l'utensile si rompe durante la troncatura, il componente viene generalmente scartato. Questo può comportare lunghi fermi macchina.
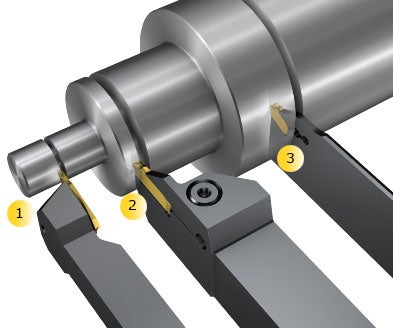
Suggerimenti in materia di troncatura: come scegliere gli utensili di troncatura
1. Troncatura poco profonda
2. Troncatura media
3. Troncatura profonda
Dato che la sicurezza del processo è della massima importanza, è preferibile scegliere un utensile con refrigerante ad alta precisione. Questo sistema favorisce l'evacuazione truciolo, riduce la temperatura e l'usura degli inserti e migliora la finitura superficiale. Per migliorare la stabilità, utilizzare un utensile con la sporgenza più corta possibile ed un efficace sistema di bloccaggio degli inserti. Quando si procede alla troncatura di un componente, che si tratti di una barra o di un tubo, è importante risparmiare materiale e minimizzare la forza di taglio. Un inserto stretto genera basse forze di taglio e consente di risparmiare materiale. Scegliere una geometria di inserto concepita per la troncatura. Questi inserti speciali formano trucioli più stretti della scanalatura. Ciò assicura buone prestazioni di troncatura in termini di controllo truciolo e finitura superficiale.
Scelta prioritaria per troncatura
Le soluzioni a uno e due taglienti dovrebbero essere considerate come la scelta prioritaria per le diverse operazioni di troncatura. Utilizzare inserti concepiti per formare trucioli più stretti della scanalatura.
Troncatura poco profonda Per la troncatura poco profonda (diametri ≤ 12 mm (0,47 pollici)), utilizzare inserti a 3 taglienti per la troncatura economica nella produzione in serie.
Troncatura media
Per la troncatura media (diametri ≤ 40 mm (1.57 poll.)) utilizzare attacchi con bloccaggio a vite e a molla con inserti a 2 taglienti.
Troncatura profonda
Per la troncatura profonda (diametri ≤ 112 mm (4.41 poll.)), la stabilità dell'inserto è cruciale considerate le forze elevate a cui è sottoposto l'inserto. Di conseguenza, la scelta migliore è una lama con bloccaggio a molla stabile e un inserto a tagliente singolo.
Troncatura senza bave e pioli
Per la troncatura senza bave e pioli, usare una geometria "affilata" con raggio di punta piccolo. Un inserto angolato frontalmente riduce anche bave e pioli. Gli inserti angolati frontalmente generano forze laterali e sono consigliati solo per sporgenze corte (<13 mm (0.51 poll.).
Lavorazione di piccoli componenti
Per la lavorazione di piccoli componenti, utilizzare un inserto con la minore larghezza possibile e con taglienti molto affilati. Per una migliore sicurezza del processo, usare un utensile con refrigerante ad alta precisione. Se non è necessaria una maggiore affilatezza del tagliente, scegliere un inserto a 3 o 2 taglienti per creare una soluzione più economica o lavorare diametri più grandi.
Suggerimenti in materia di troncatura: consigli applicativi sulle operazioni di troncatura
Troncatura di barre e tubi
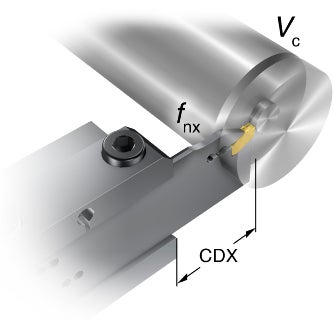
Sporgenza (OH)
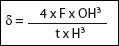
Minimizzare la sporgenza. Per la troncatura di barre, una sporgenza più corta e una lama più alta riducono la flessione (δ) per funzione cubica.
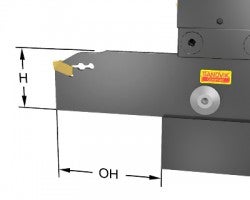

Con sporgenze corte si ha un sensibile aumento della stabilità. Troncare vicino al mandrino. Ciò diventa particolarmente importante durante la troncatura con inserti sottili, che richiedono condizioni stabili e una manipolazione delicata.
- Se una lunga sporgenza (OH) è inevitabile, usare una geometria ad azione di taglio leggera
- Se il valore di OH è inferiore a 1.5xH, utilizzare l'avanzamento consigliato per la geometria
- Se OH supera 1.5H, ridurre la velocità di avanzamento scegliendo i valori più bassi della gamma di avanzamenti consigliati per la geometria
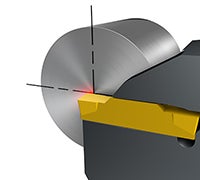
Posizionamento in altezza dell'utensile
È importante che il posizionamento in altezza sia corretto ±0.1 mm (±0.004 poll.), soprattutto durante la troncatura al centro. Per le lunghe sporgenze, ricorrere a una deviazione massima di +0.1 mm (+0.004 poll.) sopra il centro per compensare la flessione.
Problemi del posizionamento sotto il centro:
- Aumento dei pioli
- Rottura (forze di taglio sfavorevoli)
Problemi del posizionamento al centro:
- Rottura (spinta attraverso il centro)
- Rapida usura sul fianco (spazio ridotto)
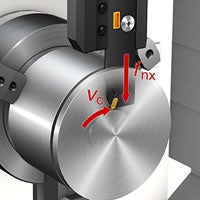
Velocità di avanzamento
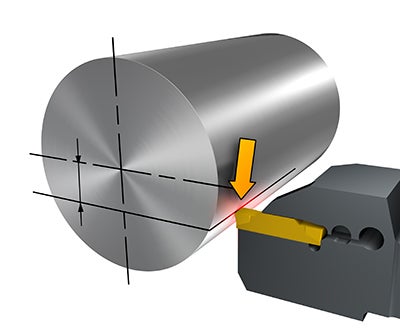
Il taglio attraverso il centro di una barra crea inutili requisiti di tenacità che possono portare alla rottura dell'inserto. In questo caso, l'inserto è esposto a strisciamento dato che il pezzo inizia a muoversi nella direzione di taglio opposta. Ciò espone l'inserto a forze di trazione che ne comportano la rottura.
Calcolo della velocità:

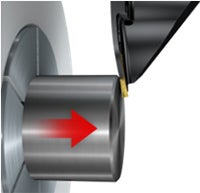
Ridurre l'avanzamento fino al 75% circa 2 mm (0.08 poll.) prima del centro. Un minore avanzamento al centro riduce le forze di taglio e aumenta sensibilmente la durata utensile, mentre un maggiore avanzamento in periferia migliora la produttività e la durata utensile. Per evitare rotture, fermare l'avanzamento a circa 0.5 mm (0.02 poll.) prima del centro della barra e la parte tagliata cadrà per effetto del peso e della lunghezza.
L’avanzamento attraverso il centro causa rottura
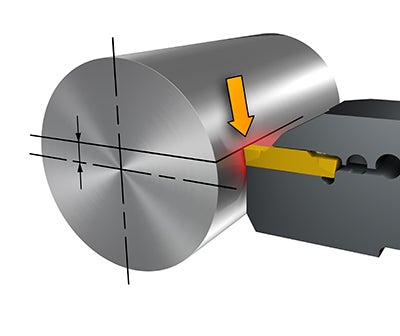
Contromandrino
Per la troncatura di barre, è possibile usare un contromandrino per staccare il pezzo riducendo notevolmente, nel contempo, i requisiti di tenacità e aumentando la durata utensile. Inoltre, permette l'uso di una qualità più resistente all'usura che, a sua volta, migliora ulteriormente la durata utensile. Procedere all'operazione di troncatura ma fermare l'avanzamento a circa 1 mm (0.04 poll.) prima del centro. Per staccare il pezzo, utilizzare un contromandrino.
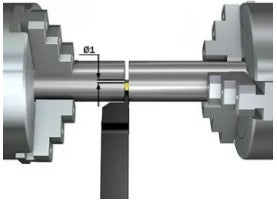
Larghezza dell'inserto
Utilizzare l'inserto più stretto possibile per risparmiare materiale e minimizzare forze di taglio e inquinamento ambientale.

Fare riferimento alla tabella per scegliere la larghezza dell’inserto, CW, in base al diametro del componente, D:
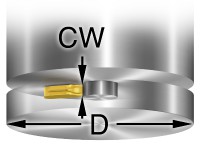
| D mm (poll.) | CW mm |
|---|---|
| -10 (-0.4) | 1.0 |
| 10-25 (0.4-1.0) | 1.5 |
| 25-40 (1.0-1.6) | 2.0 |
| 40-50 (1.6-2.0) | 2.5 |
| 50-65 (2.0-2.6) | 3.0 |
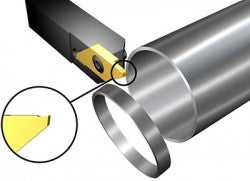
Troncatura senza bave e pioli
Scegliere un inserto destro o sinistro con angolo frontale per controllare pioli e bave durante la troncatura di barre o tubi. Un inserto con angolo frontale grande riduce i pioli ma può non eseguire un taglio diritto ed essere causa di minore controllo truciolo, finitura superficiale insoddisfacente e più breve durata utensile. Usare un inserto con l'angolo frontale più piccolo possibile. Per sporgenze più lunghe, utilizzare inserti neutri - più lungo è l'utensile, maggiori saranno i problemi con gli inserti con angolo frontale.
| | Angolo anteriore | Neutro |
| Stabilità e durata tagliente | Insoddisfacenti | Buone |
| Forze di taglio radiali | Bassa | Elevata |
| Forze di taglio assiali | Elevata | Bassa |
| Pioli/sbavature | Scarso | Elevato |
| Rischio di vibrazioni | Elevata | Bassa |
| Finitura e levigatura superficiale | Insoddisfacenti | Buone |
| Deflusso dei trucioli | Insoddisfacente | Buone |
Troncatura di barre di piccolo diametro
Verificare che le forze generate siano quanto più basse possibile. Usare un inserto con la minima larghezza possibile e spigoli più taglienti.
Non utilizzare mai l'utensile come finecorsa barra!
Non bisognerebbe farlo in nessun caso ma quando si tratta di larghezze di inserto ridotte l'utensile rischia seriamente di danneggiarsi.
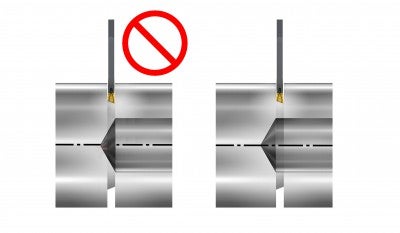
Troncatura in un foro
Evitare la troncatura nell'area conica perché provoca la flessione della lama e può comportare la rottura dell'utensile.
Tubi con pareti sottili
Quando si troncano tubi con pareti sottili, verificare che le forze di taglio generate siano le più basse possibili. Usare inserti con la minima larghezza possibile e i taglienti più affilati.
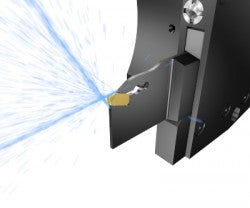
Refrigerante
Nelle operazioni di troncatura e scanalatura, il refrigerante e la lubrificazione hanno un grande impatto sulla sicurezza del processo. Nella sezione Fluido da taglio e refrigerante, troverete ulteriori informazioni e raccomandazioni riguardanti il refrigerante sopra e sotto l'inserto, il refrigerante ad alta precisione e i valori di pressione.
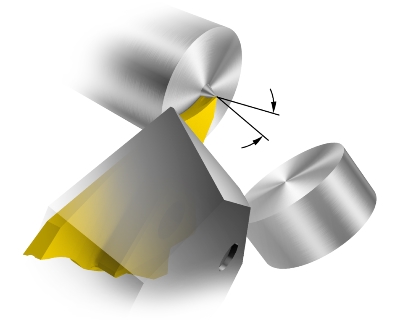
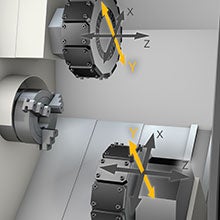
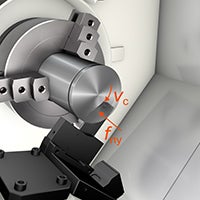
Troncatura lungo l'asse Y
Un modo completamente nuovo di eseguire la troncatura lungo l'asse Y. Nella troncatura tradizionale, la maggior parte della forza di taglio viene generata dalla velocità di taglio, mentre la parte restante risulta dall'avanzamento. La forza risultante è diretta a circa 30 gradi verso l'interno dell'utensile. Di conseguenza, le lame di troncatura vengono caricate nella seconda direzione più debole. Il modo migliore per ovviare a questo problema consiste nel ridurre la sporgenza della lama e/o nell'aumentarne l'altezza. Ruotando la sede della punta di 90 gradi e utilizzando l'asse Y sulle macchine multi-task e sui centri di tornitura per far avanzare l'utensile, la forza di taglio risultante sarà diretta verso la parte più robusta dell'utensile. Con una sporgenza della lama di 60 mm (2.36 poll.), la rigidità alla flessione aumenta di oltre sei volte. Ne risulta un processo di taglio molto più stabile, silenzioso e privo di vibrazioni, che produce una migliore finitura superficiale e permette avanzamenti più elevati e una sporgenza più lunga dell'utensile. CoroCut® QD per la troncatura lungo l'asse Y è la scelta prioritaria per la troncatura sui centri di tornitura, sulle macchine multi-task e sulle macchine a fantina mobile con asse Y. Può lavorare grandi diametri, fino a 180 mm (7 poll.) ed è particolarmente adatto per lunghe sporgenze per arrivare tra il mandrino principale e il contromandrino. È sempre vantaggioso utilizzare lame di troncatura lungo l'asse Y se la sporgenza è superiore all'altezza della lama.
Consigli applicativi
Troncatura lungo l'asse Y nelle macchine multi-task
L'assieme utensile è spesso lungo per arrivare tra il mandrino principale e il contromandrino. In queste condizioni, il setup totale è debole in direzione X rispetto al carico sull'asse Y, dove la forza di taglio è diretta verso l'interno dell'assieme utensile e il mandrino della macchina.

Setup convenzionale

Setup per la troncatura sull'asse Y


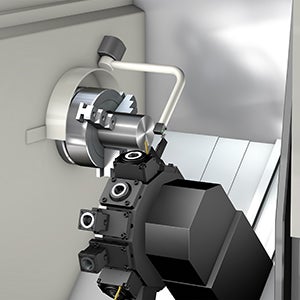
Generalmente, la lunghezza dell'utensile viene misurata su un dispositivo ottico esterno alla macchina. La lunghezza dell'utensile diventerà il suo posizionamento in altezza durante la troncatura ed è importante che questo valore sia corretto, soprattutto quando la troncatura deve essere eseguita rispetto al centro.
Misura ottica all'esterno della macchina
Se è difficile vedere il tagliente, è anche possibile utilizzare il piano di riferimento posto sull'utensile. Il piano si trova in questa posizione:
- 5±0,05 mm (0,197±0,002 pollici) al di sopra del tagliente sulle sedi delle punte E, F, G e H (2, 2,5, 3 e 4 mm (0,079, 0,098, 0,118 e 0,157 pollici))
- 5,5±0,05 mm (0,236±0,002 pollici) al di sopra del tagliente sulle sedi delle punte J e K (5 e 6 mm (0,197 e 0,236 pollici))

Troncatura lungo l'asse Y nei centri di tornitura
L'assieme utensile è spesso lungo e sottile per arrivare tra il mandrino principale e il contromandrino e permettere la troncatura vicino al mandrino. Il setup totale è debole in direzione X rispetto al carico sull'asse Y, dove la forza di taglio è diretta verso l'interno dell'assieme utensile e la torretta.
Setup convenzionale


Setup per la troncatura sull'asse Y

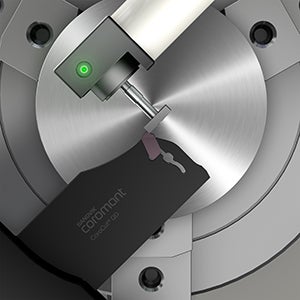
Generalmente, la lunghezza dell'utensile viene misurata con una sonda all'interno della macchina. La lunghezza dell'utensile diventerà il suo posizionamento in altezza durante la troncatura ed è importante che questo valore sia corretto, soprattutto quando la troncatura deve essere eseguita rispetto al centro.
Se è difficile vedere il tagliente, è anche possibile utilizzare il piano di riferimento posto sull'utensile. Il piano si trova in questa posizione:
5±0,05 mm (0,197±0,002 pollici) al di sopra del tagliente sulle sedi delle punte E, F, G e H (3 mm (0,118 pollici))
5,5±0,05 mm (0,236±0,002 pollici) al di sopra del tagliente sulle sedi delle punte J e K (4 mm (0,157 pollici))
Misura con una sonda all'interno della macchina

Troncatura lungo l'asse Y su macchine a fantina mobile
Se è difficile toccare la barra con il tagliente, è anche possibile utilizzare il piano di riferimento posto sull'utensile. Il piano si trova in questa posizione:
5±0,05 mm (0,197±0,002 pollici) al di sopra del tagliente sulle sedi delle punte E e F (3 mm (0,118 pollici))
