Scanalatura interna
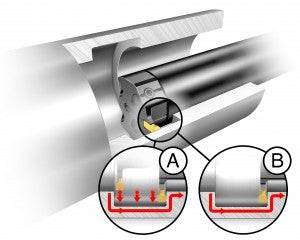
Lunghe sporgenze e difficile evacuazione truciolo sono due delle difficoltà legate alla scanalatura interna. Le lunghe sporgenze possono creare problemi sia di flessione che di vibrazioni. Le vibrazioni e un'insoddisfacente evacuazione truciolo possono causare la rottura dell'inserto. Le difficoltà di evacuazione truciolo possono anche pregiudicare la qualità della finitura superficiale. Il processo di scanalatura interna più comune è la scanalatura radiale ma è possibile usare anche la scanalatura a passata multipla (A) e la tornitura a tuffo (B).
Consigli applicativi per la scanalatura interna
- Il refrigerante ad alta precisione e valori di portata elevati migliorano il controllo e l’evacuazione truciolo
- Una barra più piccola migliora l’evacuazione truciolo ma riduce la stabilità
- Per evitare vibrazioni, il setup deve avere la sporgenza più corta e la geometria di taglio più leggera possibile
- Le vibrazioni possono essere evitate procedendo a diverse passate con un inserto più stretto. Terminare con un'operazione di finitura (v. l'illustrazione (A) a destra)
- Una scanalatura interna può essere lavorata anche con una singola passata seguita da tornitura a tuffo (B). Iniziare dal fondo e lavorare dalla parte posteriore a quella anteriore del foro per favorire l'evacuazione truciolo
- Utilizzare raggi di punta ed inserti di larghezze inferiori per ridurre le forze di taglio
- Per una lavorazione accurata, con meno vibrazioni e un'altezza precisa, utilizzare una soluzione di bloccaggio concepita proprio per questo, come i manicotti EasyFixTM
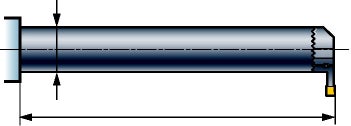
Per sporgenze pari a 5-7xD utilizzare barre antivibranti rinforzate con metallo duro
L = 5−7xD
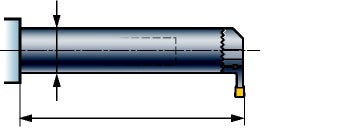
Per sporgenze pari a 3−6xD utilizzare barre antivibranti o in metallo duro
L = 3−6xD

Per sporgenze inferiori a 3xD, utilizzare barre in acciaio
L ≤ 3xD
Strategie di scanalatura interna
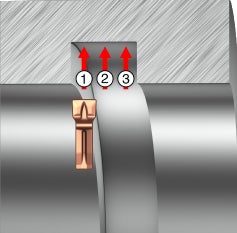
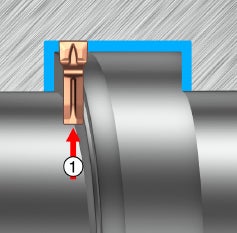
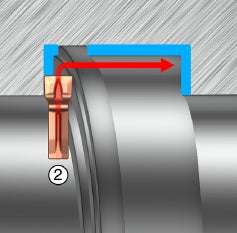
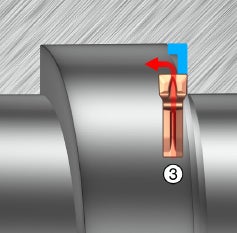
Sgrossatura con avanzamento radiale
Iniziare sempre il più vicino possibile al fondo del foro (1) e lavorare verso l'esterno per lasciare spazio ai trucioli. Usare la velocità di avanzamento raccomandata. Le passate successive (2 e 3) dovrebbero essere di 0.5–0.8 × larghezza inserto. Poiché a questo punto la forza di taglio sarà inferiore, è possibile aumentare l'avanzamento del 30‒50%.
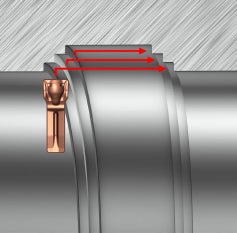
Sgrossatura con tornitura laterale
La tornitura laterale consente di ottenere un controllo truciolo migliore. Iniziare vicino al fondo del foro e lavorare verso l'esterno in direzione del punto di entrata. Non effettuare avanzamenti da e contro lo spallamento, lasciare passi di 0,2 mm (0.008 pollici) tra le passate.
La tornitura laterale è un processo più stabile del taglio con avanzamento radiale, che genera minori forze radiali (responsabili delle vibrazioni). Tenere presente che la tornitura laterale è meno produttiva del taglio radiale a causa della minore profondità di taglio (ap).
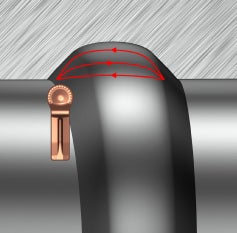
Sgrossatura con percorso utensile non lineare
Un percorso utensile non lineare assicura un buon controllo truciolo e una lunga durata utensile. L'usura dell'inserto è distribuita lungo gran parte del tagliente. La geometria -RM è ideale per percorsi utensile non lineari. La tornitura non lineare risulta particolarmente utile quando il fondo della caratteristica presenta grandi raggi.
Finitura
Nella finitura è sempre difficile ottenere un buon controllo truciolo, in particolare quando si tratta della lavorazione di punti di raccordo. È importante separare il materiale da rimuovere mediante tre passate.
- Eseguire la prima passata vicino al raggio di punta più vicino al fondo del foro.
- Iniziare la seconda passata vicino al fondo della scanalatura e lavorare in direzione del raggio di punta sul diametro interno.
- La terza passata serve a rifinire la parete della scanalatura più vicina all'ingresso del foro e il raggio di punta.
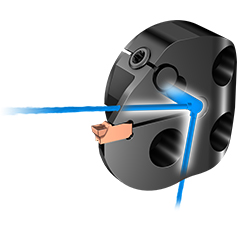
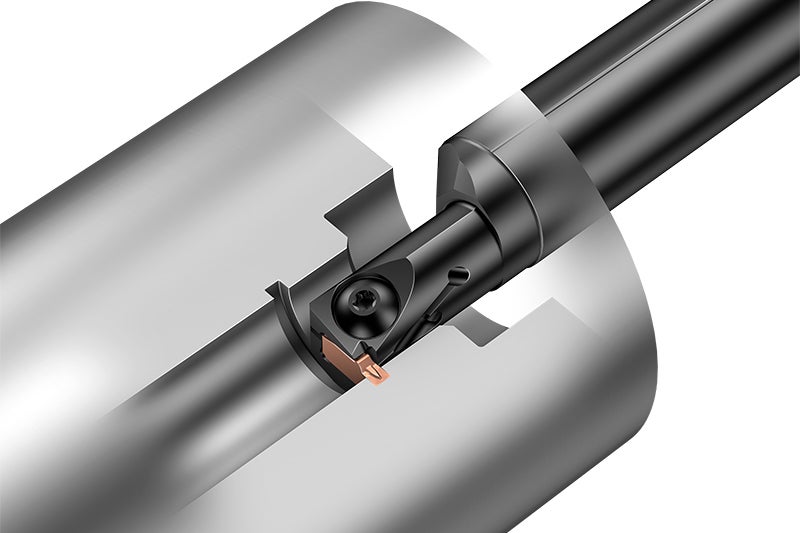
Refrigerante interno
Utilizzare utensili per scanalatura interna con alimentazione interna del refrigerante anche se la pressione massima del refrigerante nella macchina è bassa. Il refrigerante migliora l'evacuazione del truciolo e riduce il rischio di inceppamento del truciolo nella scanalatura, specialmente nelle scanalature profonde in un foro. Per ottenere una migliore evacuazione del truciolo, utilizzare la massima pressione possibile del refrigerante.