
CoroBore® BR20
Utensili a tagliente doppio per la barenatura di sgrossatura, per la massima flessibilità

Istruzioni di manipolazione delle soluzioni per la barenatura di sgrossatura CoroBore

Momento torcente
Utilizzare sempre una chiave torsiometrica e applicare il momento torcente consigliato sulle viti per l'inserto e l'assieme utensile

Bloccaggio
Non bloccare mai i Silent Tools™ antivibranti direttamente sul corpo dell'adattatore.

Scala incisa al laser
La scala incisa al laser sull'adattatore facilita la regolazione del diametro.




Consigli applicativi

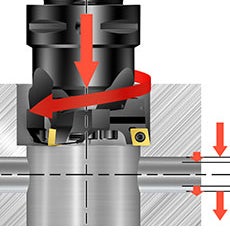
Regolazione dell'utensile per la barenatura in tirata
Svitare la vite senza testa dall'uscita del fluido da taglio superiore e avvitarla sull'uscita inferiore
per ottenere la posizione corretta del refrigerante
Ruotare la cartuccia di 180°
Se necessario, utilizzare un'estensione slitta
Invertire il senso di rotazione

Foro cieco
Quando si lavora un foro cieco, è molto importante assicurare una corretta evacuazione truciolo.
L'impostazione di dati di taglio corretti è fondamentale per ottenere una formazione corretta dei trucioli
Assicurarsi/controllare che non si verifichino intasamenti da truciolo e che i trucioli non usurino gli inserti
La portata e la pressione del refrigerante devono essere sufficienti per l'evacuazione dei trucioli
Le macchine verticali sono più problematiche di quelle orizzontali per un'evacuazione truciolo efficiente
Tagli interrotti
La lavorazione di tagli interrotti, come quella dei fori incrociati, è molto esigente in termini di condizioni di taglio degli inserti.
Scegliere una qualità tenace
In condizioni stabili, per migliorare l'affidabilità del processo, scegliere un inserto quadrato e robusto, con posizionamento di base negativo
Con tagli fortemente interrotti ridurre i dati di taglio
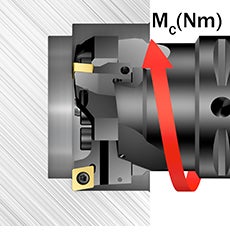
Macchine di potenza limitata
Per la sgrossatura, verificare che la macchina possa fornire la coppia e la potenza richieste per la specifica applicazione di barenatura. L'avanzamento, il numero di inserti, il diametro di foro e la profondità di taglio sono i principali parametri da considerare.
Raccomandazioni
Consigli generali per la barenatura di sgrossatura:
- Dati iniziali: vc 200 m/min (validi quando il valore di vc riportato sulla confezione degli inserti è maggiore di vc 200 m/min) con sporgenze ridotte. Fare riferimento alle indicazioni relative ad avanzamento e profondità di taglio riportate sulla confezione degli inserti
- vc = 50% dei dati consigliati sull'etichetta. Se si verificano vibrazioni, ridurre la velocità e aumentare l'avanzamento. Non utilizzare contemporaneamente i valori massimi consigliati di avanzamento e ap
- Rapporto tra lunghezza ottimizzabile e diametro (ULDR) = Profondità di barenatura LU / Diametro di barenatura DC
Dati di taglio: CoroBore® 111
| Codice ordine | Qualità | Gamma di avanzamenti (fn) | Profondità di taglio (ap) | Velocità di taglio (vc) | ||||||
| Min | Max | Consigliato | Min | Max | Consigliato | Min | Max | Consigliato | ||
| SPMT0606-BR | 4325 | 0.10 | 0.25 | 0.20 | 0.6 | 4.5 | 2.0 | 365 | 460 | 395 |
| SPMT0606-BM | 2025 | 0.10 | 0.15 | 0.10 | 0.6 | 4.5 | 1.8 | 260 | 265 | 265 |
| SPMT0606-BR | 3210 | 0.15 | 0.30 | 0.25 | 0.6 | 4.5 | 2.0 | 285 | 330 | 300 |
| SPMT0606-BM | 1145 | 0.10 | 0.15 | 0.10 | 0.6 | 4.5 | 1.8 | 15 | 20 | 20 |
| SPMT0808-BR | 4325 | 0.15 | 0.35 | 0.20 | 0.8 | 6.5 | 2.5 | 325 | 425 | 395 |
| SPMT0808-BM | 2025 | 0.10 | 0.25 | 0.20 | 0.8 | 6.5 | 2.2 | 225 | 265 | 240 |
| SPMT0808-BR | 3210 | 0.20 | 0.50 | 0.30 | 0.8 | 6.5 | 2.5 | 235 | 315 | 285 |
| SPMT0808-BM | 1145 | 0.10 | 0.15 | 0.10 | 0.8 | 6.5 | 2.2 | 15 | 20 | 20 |
| SPMT1212-BR | 4325 | 0.15 | 0.40 | 0.25 | 1.2 | 9.0 | 3.0 | 305 | 425 | 365 |
| SPMT1210-BM | 2025 | 0.10 | 0.30 | 0.20 | 1.0 | 9.0 | 2.5 | 205 | 265 | 240 |
| SPMT1212-BR | 3210 | 0.20 | 0.50 | 0.30 | 1.2 | 9.0 | 3.0 | 235 | 315 | 285 |
| SPMT1210-BM | 1145 | 0.10 | 0.20 | 0.15 | 1.0 | 9.0 | 2.5 | 10 | 20 | 15 |
| SPMT1812-BR | 4325 | 0.20 | 0.40 | 0.30 | 1.2 | 12.0 | 3.8 | 305 | 395 | 345 |
| SPMT1810-BM | 2025 | 0.20 | 0.30 | 0.25 | 1.0 | 12.0 | 3.0 | 205 | 240 | 225 |
| SPMT1812-BR | 3210 | 0.25 | 0.50 | 0.30 | 1.2 | 12.0 | 3.8 | 235 | 300 | 285 |
| SPMT1810-BM | 1145 | 0.10 | 0.20 | 0.15 | 1.0 | 12.0 | 3.0 | 10 | 20 | 15 |
Momento torcente di serraggio
Vite per inserto
| ISO | ANSI | Non ISO | Codice | Dimensione | Torx Plus | Nm | piedi-libbra |
| CC06 | CC2(1.5) | 5513 020-03 | M2,5 | 7IP | 0.9 | 0.7 | |
| CC09 | CC09 | 5513 020-09 | M3,5 | 15IP | 3.0 | 2.2 | |
| CC12 | CC43 | 5513 020-17 | M4x0,5 | 15IP | 3.0 | 2.2 | |
| SP06 | 5513 020-33 | M2,2 | 7IP | 0.8 | 0.59 | ||
| SP08 | 5513 020-57 | M3 | 9IP | 1.7 | 1.25 | ||
| SP12 | 416.1-833 | M3,5 | 10IP | 2 | 1.48 | ||
| SP18 | 5513 020-25 | M4 | 15IP | 3 | 2.2 | ||
| SN15 | SN54 | 5512 086-03 | M6 | 20IP | 6.4 | 4.7 | |
Momento torcente di taglio massimo e giri/min
| Codici prodotto kit | Adattatori | Momento torcente di taglio max | Giri/min max | |
| Nm | piedi-lb | |||
| BR20D-29CC06F/SP06Y-C4L | C4-BR20D-A-189 | 100 | 74 | 15000 |
| BR20D-36CC06F/SP06Y-C3L | C3-BR20D-B-205 | 165 | 122 | 11000 |
| BR20D-45CC09F/SP08Y-C3L | C3-BR20D-C-208 | 290 | 214 | 9000 |
| BR20D-45CC09F/SP08Y-C4L | C4-BR20D-C-257 | 290 | 214 | 9000 |
| BR20D-45CC09F/SP08Y-C6L | C6-BR20D-C-284 | 290 | 214 | 11000 |
| BR20D-56CC09F/SP08Y-C4L | C4-BR20D-D-207 | 350 | 258 | 12000 |
| BR20D-56CC09F/SP08Y-C5L | C5-BR20D-D-323 | 350 | 258 | 7000 |
| BR20D-56CC09F/SP08Y-C6L | C6-BR20D-D-350 | 350 | 258 | 8000 |
| BR20D-71CC12F/SP12Y-C5M | C5-BR20D-E-282 | 580 | 428 | 7000 |
| BR20D-71CC12F/SP12Y-C6M | C6-BR20D-E-382 | 580 | 428 | 7000 |
| BR20D-90CC12F/SP12Y-C6M | C6-BR20D-F-380 | 780 | 575 | 5000 |
| BR20D-90CC12F/SP12Y-C8M | C8-BR20D-F-480 | 780 | 575 | 4000 |
| BR20D-116CC12F/SP12Y-C8S | C8-BR20D-G-388 | 940 | 693 | 5000 |
| BR20D-116CC12F/SP12Y-C8M | C8-BR20D-G-478 | 940 | 693 | 4000 |
| BR20D-150CC12F/SP12Y-C8M | C8-BR20D-H-478 | 1000 | 738 | 4000 |
CoroBore® BR20/CoroBore® BR20 con tecnologia Silent Tools™
| Inserto 90° | Inserto 84° | ||||||||||
| Dimensione | DCN (mm) | DCX (mm) | ISO | ANSI | Nm | piedi-libbra | Misura vite | Non ISO | Nm | piedi-libbra | Misura vite |
| A | 23 | 29 | CC06 | CC2(1.5) | 4.8 | 3.5 | M4 | SP06 | 4.8 | 3.5 | M4 |
| B | 28 | 36 | CC06 | CC2(1.5) | 4.8 | 3.5 | M4 | SP06 | 4.8 | 3.5 | M4 |
| C | 35 | 45 | CC09 | CC3(2.5) | 9 | 6,6 | M5 | SP08 | 9 | 6,6 | M5 |
| D | 44 | 56 | CC09 | CC3(2.5) | 16.0 | 11.8 | M6 | SP08 | 16.0 | 11.8 | M6 |
| E | 55 | 71 | CC12 | CC43 | 38.0 | 28.0 | M8 | SP12 | 38.0 | 28.0 | M8 |
| F | 70 | 90 | CC12 | CC43 | 75 | 55 | M10 | SP12 | 75 | 55 | M10 |
| G | 89 | 116 | CC12 | CC43 | 75 | 55 | M10 | SP12 | 75 | 55 | M10 |
| H | 115 | 150 | CC12 | CC43 | 75 | 55 | M10 | SP12 | 75 | 55 | M10 |
Portautensili
La rigidità alla flessione e la trasmissione di momento torcente sono i due fattori principali da considerare nella scelta dei portautensili per operazioni di barenatura. La scelta prioritaria deve essere sempre rappresentata da utensili con accoppiamento
Coromant Capto®, che garantiscono una ripetibilità eccellente e le migliori caratteristiche di stabilità del mercato. Tra l'adattatore Silent Tools™ e il mandrino della macchina utensile interporre un unico elemento adattatore.
Seguici e rimani aggiornato
Iscriviti ora alla nostra newsletter

Sandvik Italia SpA - Div. Coromant - Via A. Raimondi, 13 Milano - P. IVA 00750020158
02 94752020 沪ICP备20012694号-1 京公网安备 11010502044395号