
CoroDrill® 452
CoroDrill 452 consiste in soluzioni di attrezzamento ottimizzate per macchine manuali portatili e materiali compositi. La gamma di prodotti è costituita da punte in metallo duro integrale, punte a gradini, alesatori e svasatori. Oltre ai prodotti standard con consegna entro 24 ore, sono disponibili soluzioni personalizzate nell'ambito delle offerte Tailor made e Advanced Engineered, per specifiche richieste applicative.

Il foro
Per le operazioni di foratura manuale di componenti aerospaziali, le seguenti caratteristiche sono di importanza critica: Generalmente, gli elementi di fissaggio per il settore aerospaziale hanno tolleranze foro particolari, diverse dagli standard IT universali. Prima di avviare una prova, chiedete quali sono le tolleranze foro.
Per saperne di più

Il componente
Per riuscire nell'intento, è necessario conoscere l'intera applicazione, soprattutto le dimensioni, la forma e il materiale del componente.

La macchina
La differenza tra foratura manuale e foratura CNC, robotica o semiautomatica risiede nel fatto che posizione del foro, angolo di approccio e avanzamento vengono controllati dall'operatore.
Considerare sempre
Refrigerante
Effetti dell'adduzione di refrigerante Poiché i motori manuali portatili non prevedono refrigerante interno, per la lubrificazione degli agglomerati con metallo è consigliabile utilizzare, come spesso avviene, una pasta. Per i materiali costituiti solo da CFRP, il lubrificante non è necessario.

Consigli applicativi
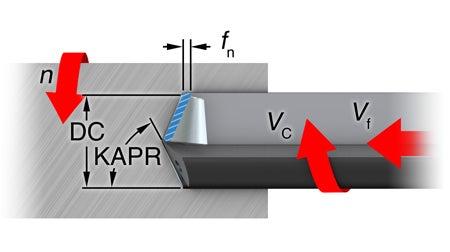
Dati di taglio
CFRP - 60 smm (200 sfm) 0.08 mm/giro (0.003 poll./giro)
Alluminio - 60 smm (200 sfm) 0.08 mm/giro (0.003 poll./giro)
Titanio - 15 smm (50 sfm) 0.05 mm/giro (0.002 poll./giro)
Acciaio inossidabile - 15 smm (50 sfm) 0.05 mm/giro (0.002 poll./giro)

Scoprite il ricondizionamento degli utensili
Con il nostro servizio, il vostro utensile integrale rotante può essere ricondizionato fino a 3 volte per ridurre drasticamente i costi.

Tailor Made
A volte, la misura esatta che vi serve potrebbe non essere disponibile. Nessun problema: basta rivolgersi al nostro servizio Tailor Made.
Seguici e rimani aggiornato
Iscriviti ora alla nostra newsletter

Sandvik Italia SpA - Div. Coromant - Via A. Raimondi, 13 Milano - P. IVA 00750020158
02 94752020 沪ICP备20012694号-1 京公网安备 11010502044395号