
CoroDrill® Dura 462
Punte in metallo duro integrale versatili per forature corte in applicazioni multimateriale

Il foro
I tre principali parametri di base per il foro sono:
- Diametro del foro
- Profondità del foro
- Qualità del foro
Il tipo di foro e la precisione richiesta influiscono sulla scelta dell'utensile. L'operazione di foratura può dipendere dalla presenza di superfici di entrata/uscita irregolari o angolate o di fori incrociati.

Il componente
Quando si analizza il foro, considerare anche il materiale del pezzo, la forma del componente e la quantità
- Il materiale permette un buon controllo truciolo? Materiale a truciolo lungo o corto?
- Lavorabilità?
- Durezza?
- Elementi in lega?

La macchina
La macchina influisce su:
- Tipo di operazione
- Tipo di portautensili e/o pinze
Considerare sempre:
- Stabilità della macchina
- Velocità del mandrino
- Volume e pressione del refrigerante
- Bloccaggio del pezzo
- Scelta del mandrino orizzontale o verticale

Portautensili
La produttività non dipende solo da qualità e geometria ma anche dalla capacità di bloccare l'utensile in modo saldo e preciso. Per ottenere il massimo in termini di stabilità e qualità del foro, utilizzare sempre Coromant Capto o CoroChuck 930 con la punta più corta possibile e minimizzare la sporgenza.
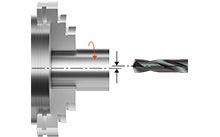
Runout utensile
Ridurre al minimo il runout è fondamentale per ottimizzare la foratura. Il runout non dovrebbe superare gli 0.02 mm per ottenere quanto segue:
- Rettilineità e stretta tolleranza del foro
- Buona finitura superficiale
- Durata utensile lunga e costante

Refrigerante
L'adduzione di refrigerante influisce su:
- Evacuazione truciolo
- Qualità del foro
- Durata utensile
L'adduzione interna di refrigerante è necessaria per fori di profondità superiore a 3 x DC e per evitare l'intasamento da truciolo.
L'adduzione esterna di refrigerante può essere usata per fori poco profondi e in assenza di problemi di formazione del truciolo.

Controllo truciolo
La formazione e l'evacuazione truciolo sono aspetti critici. L'intasamento da truciolo dipende da:
- Materiale da lavorare
- Scelta della geometria della punta
- Volume e pressione del refrigerante
- Dati di taglio
Incide su qualità del foro, durata e affidabilità della punta, rottura dell'utensile.
Dati di taglio
La velocità di taglio è il fattore che incide maggiormente sulla durata utensile.
Velocità elevate:
- Alte temperature
- Maggiore usura degli utensili
- Scarsa qualità del foro
- Tolleranza di foro inadeguata
Velocità basse:
- Tagliente di riporto,
- Inadeguata evacuazione truciolo
- Tempi di taglio più lunghi

Selezione corretta degli utensili
Un aiuto per la selezione dell'utensile più adatto.

Considerazioni iniziali
Velocità di taglio e durezza del materiale sono i fattori che incidono maggiormente su durata utensile e assorbimento di potenza.

Come ottenere fori di buona qualità
Per ottenere una buona qualità del foro può essere necessario qualche accorgimento supplementare. Ecco alcuni suggerimenti utili.

Ricondizionamento
Ricondizionate i vostri utensili rotanti per ottenere notevoli risparmi con il nostro servizio di ricondizionamento.
Consigli
- Si consiglia l'utilizzo di mandrini idraulici di precisione
- Si consiglia di utilizzare refrigerante interno, alla pressione minima consigliata di 10 bar (145 psi)

Gamma di prodotti
| Tipo di punta | Rapporto lunghezza/diametro | Gamma di diametri, mm (pollici) | Refrigerante | Grado |
| Tipo 1 | 3×DC | 3.00–20.00 (0.118–0.787) | Interno/esterno | X2BM |
| Tipo 1 | 5×DC | 3.00–20.00 (0.118–0.787) | Interno/esterno | X2BM |
| Tipo 1 | 8×DC | 3.00–20.00 (0.118–0.787) | Interno | X2BM |
| Tipo 2 | 3×DC | 3.30–18.00 (0.130–0. 709) | Interno | X2BM |
| Tipo 1 Micropunte | Fino a 6×DC | 0.030–3.00 (0.001–0.118) | Esterno | X0BU (non rivestito) |
| Tipo 1 Micropunte | Fino a 6×DC | 0.20–3.00 (0.008–0.118) | Esterno | X0BM (rivestito) |
Opzioni Tailor Made®
Esempi di parametri personalizzabili, che variano a seconda del tipo di punta selezionato.
| Tipo di punta | 1, 2, 4, 5, 6 |
| Diametro di taglio | 3–25 mm (incrementi di 0,001) |
| Lunghezza della punta | Fino a 10×D |
| Angolo di punta | 90–180 gradi |
| Refrigerante | Interno o esterno |
| Modifica dell'angolo | Nessuna modifica, smusso, raggio |
| Margine | Singola o doppia |
| Gamba | HA, MQLHA, rinforzato, stelo diritto |
| Rivestimento | X2BM |
Tipi di punte
Tipo di punta 1

Tipo di punta 2

Tipo di punta 4

Tipo di punta 5

Tipo di punta 6

Seguici e rimani aggiornato
Iscriviti ora alla nostra newsletter

Sandvik Italia SpA - Div. Coromant - Via A. Raimondi, 13 Milano - P. IVA 00750020158
02 94752020 沪ICP备20012694号-1 京公网安备 11010502044395号