
CoroMill® 345
Scelta prioritaria per la spianatura ad alta produttività

Lavorazione con inserti raschianti

Adduzione interna di refrigerante
Per ottenere una finitura superficiale ottimale nella lavorazione dell'acciaio inossidabile, utilizzare l'adduzione interna di refrigerante. Per la capacità del refrigerante interno utilizzare una vite del refrigerante.
Montaggio del supporto
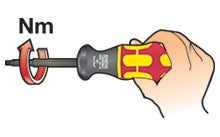
Momento torcente
Vite inserto: 3.0 Nm (26.5 libbre-forza pollice)
Vite supporto: 6.0 Nm (53 libbre-forza pollice)
Consigli applicativi
Finitura con inserti raschianti
Con gli inserti standard combinati a uno più inserti raschianti, è possibile ottenere un'eccellente finitura superficiale. Nelle frese di grande diametro con passo stretto e meccanismi di regolazione, gli inserti raschianti lavorano estremamente bene ad alti avanzamenti per giro (fn).

Come scegliere il giusto passo
È sempre importante selezionare il passo più adatto con le giuste proprietà per l'operazione.
• Quando si lavorano materiali ISO P, utilizzare frese con passo L o M ed elevati valori fz per salvaguardare la produttività e ridurre i costi
• I passi costanti H e HX hanno un livello di rumorosità più basso rispetto alle frese con passo differenziato
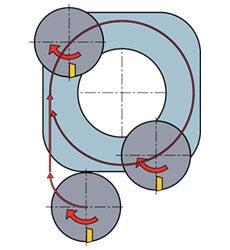
Mantenere la fresa impegnata
La posizione della fresa rispetto all'impegno del pezzo e il contatto dei denti della fresa sono elementi fondamentali per la riuscita dell'operazione.
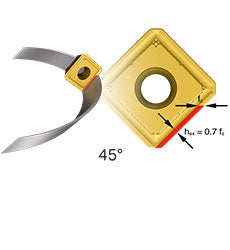
Spessore massimo dei trucioli
Per la massima produttività utilizzare il valore di hex per il calcolo di fz.
Calcolando i parametri di taglio in base al valore di hex corretto, è invece possibile ottenere una buona azione di taglio, con una migliore finitura superficiale e maggiore durata utensile.
Raccomandazioni
●
Condizioni difficili

L
Stabilità e potenza limitate
Lunga sporgenza
◐
Condizioni normali

M
Uso generale
○
Condizioni buone

H
Stabilità e potenza buone
Materiali a truciolo corto
☆
Condizioni eccellenti

HX
Stabilità e potenza eccellenti
Materiali a truciolo corto
Inserto di scelta prioritaria
| Sgrossatura | M-PH 4330 | T5M-MM 2040 | M-KH 3330 | T5E-MM S40T | M-PH 1010 |
| Lav. media | M-PM 4330 | T5E-MM 2040 | M-KM 3330 | T5E-MM S30T | M-PM 1010 |
| Finitura | E-PL 1130 | T5E-ML 1040 | E-KL 1020 | T5E-ML S30T | E-PL 1010 |
| P | M | K | S | H |
Dati di taglio
| Geometria | ISO | CoroMill® 345 | |||||
| fz (avanzamento per dente), mm (poll.) | fz (hex), mm (poll.) | ||||||
| Min | Inizio | Max | Min | Inizio | Max | ||
| 345R-1305X-KL | ISO K | 0.07 (0.003) | 0.16 (0.006) | 0.22 (0.009) | 0.05 (0.002) | 0.11 (0.004) | 0.16 (0.006) |
| 345R-1305X-KM | ISO K | 0.16 (0.006) | 0.30 (0.012) | 0.40 (0.016) | 0.11 (0.004) | 0.21 (0.008) | 0.28 (0.011) |
| 345R-1305X-KH | ISO K | 0.25 (0.010) | 0.35 (0.014) | 0.55 (0.022) | 0.18 (0.007) | 0.25 (0.010) | 0.39 (0.015) |
| 345R-13T5X-ML | ISO M/S | 0.07 (0.003) | 0.11 (0.004) | 0.20 (0.008) | 0.05 (0.002) | 0.08 (0.003) | 0.14 (0.006) |
| 345R-13T5X-MM | ISO M/S | 0.15 (0.006) | 0.20 (0.008) | 0.45 (0.018) | 0.11 (0.004) | 0.14 (0.006) | 0.32 (0.013) |
| 345R-1305X-PL | ISO P/H | 0.07 (0.003) | 0.17 (0.007) | 0.21 (0.008) | 0.05 (0.002) | 0.12 (0.005) | 0.15 (0.006) |
| 345R-1305X-PM | ISO P/H | 0.15 (0.006) | 0.25 (0.010) | 0.40 (0.016) | 0.11 (0.004) | 0.18 (0.007) | 0.28 (0.011) |
| 345R-1305X-PH | ISO P/H | 0.25 (0.010) | 0.40 (0.016) | 0.55 (0.022) | 0.18 (0.007) | 0.28 (0.011) | 0.39 (0.015) |
Seguici e rimani aggiornato
Iscriviti ora alla nostra newsletter

Sandvik Italia SpA - Div. Coromant - Via A. Raimondi, 13 Milano - P. IVA 00750020158
02 94752020 沪ICP备20012694号-1 京公网安备 11010502044395号