
CoroMill® MH20
Fresatura di tasche ad avanzamenti elevati
Istruzioni
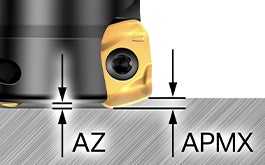
Profondità di taglio massima (APMX)
Le profondità massime dei tagli sono:
IC06: 0,8 mm (0,031 poll.)
IC08: 1,3 mm (0,051 poll.)
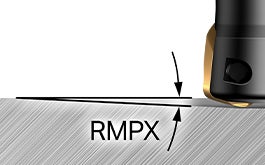
Angolo di penetrazione (RMPX)
Gli angoli di penetrazione sono:
IC06: 3,6°–10,1°
IC08: 1,7°–10,7°

Raggio di programmazione (REEQ)
I raggi di programmazione sono:
IC06: 2,0 mm (0,079 poll.)
IC08: 2,5 mm (0,098 poll.)
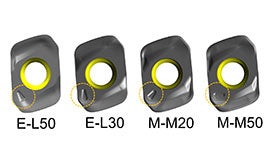
Marcatura di geometrie
Gli inserti hanno una marcatura prominente per differenziare le geometrie.
Consigli applicativi
Tre elementi chiave per una lavorazione in rampa di successo
La rampa è un modo efficiente per avvicinarsi al pezzo durante la lavorazione delle tasche. Sono tre le principali considerazioni da fare per la buona riuscita della lavorazione di piani inclinati. Cercate i dati di taglio nella sezione raccomandazioni che segue o approfondite la lavorazione di piani inclinati accedendo alla pagina dedicata alle conoscenze.
Lavorazione a tuffo
Quando si esegue la fresatura a tuffo, è necessario utilizzare un passo molto stretto per garantire l'innesto di più denti. Ulteriori informazioni importanti sulla fresatura a tuffo per operazioni di fresatura a tuffo di successo. Cercate i dati di taglio nella sezione raccomandazioni che segue o approfondite la lavorazione a tuffo accedendo alla pagina dedicata alle conoscenze.
Consigli
Codici
Corpo fresa
| M | H | 2 | 0 | - | (A) | R | 0 | 2 | 5 | A | 2 | 5 | - | 0 | 6 | M |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | ||||||
- Fresatura
- Avanzamento elevato
- Famiglia = 2
- Versione = 0
- Unità in pollici
- R = Lato destro
- DCX
- Tipi di accoppiamento
A/O = Cilindrico (metr./poll.)
Q/R = Mandrino (metr./poll.)
EH = Adattatore EH
- Misura dell'accoppiamento
- Dim. inserto
- Passo: L/M/H
Inserto
| M | H | 2 | 0 | - | 0 | 8 | 0 | 4 | 2 | 5 | M | - | M | 2 | 0 | 1 | 1 | 3 | 0 | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | |||||||||||
- Fresatura
- Avanzamento elevato
- Famiglia = 2
- Versione = 0
- Dim. inserto
- Spessore
- Raggio di programmazione
- Qualità del tagliente
E: Rettificato in periferia
M: Ricavato da sinterizzato
- Geometria
- Qualità
Geometrie
 |  |  |  |
| E-L30 | E-L50 | M-M20 | M-M50 |
| Geometria rettificata in periferia | Geometria rettificata in periferia | Geometria ricavata da sinterizzato | Geometria ricavata da sinterizzato |
| ISO S e M | ISO S e M | ISO P e H | ISO P |
|
|
|
|
Dati di taglio, avanzamenti consigliati
| Campo ISO | Qualità | Dim. inserto | Geometria | fz, valore iniziale (min-max) | |
| mm/z | pollici/z | ||||
| ISO S (TiAl6V4) | S30T, S40T, GC2040 | IC06 | E-L30 | 0.3 (0.1–0.6) | .012 (.004–.024) |
| IC08 | E-L30 | 0.45 (0.1–0.6) | .018 (.004–.024) | ||
| IC06 | E-L50 | 0.35 (0.1–0.6) | .014 (.006-.024) | ||
| IC08 | E-L50 | 0.5 (0.1–0.6) | .020 (.006-.024) | ||
| ISO S (Inconel) | S30T, S40T, GC2040 | IC06 | E-L50 | 0.35 (0.1–0.6) | .014 (.006-.024) |
| IC08 | E-L50 | 0.5 (0.1–0.6) | .020 (.006-.024) | ||
| ISO M (316L) | GC1040, GC2040, S30T, S40T | IC06 | E-L30 | 0.3 (0.2–0.8) | .012 (.008–.031) |
| IC08 | E-L30 | 0.45 (0.2–0.8) | .018 (.008–.031) | ||
| IC06 | E-L50 | 0.35 (0.2–0.8) | .014 (.008-.032) | ||
| IC08 | E-L50 | 0.5 (0.2–0.8) | .020 (.008-.032) | ||
| ISO P | GC1130, GC4340 | IC06 | M-M20 | 0.6 (0.2–0.8) | .024 (.008–.031) |
| IC08 | M-M20 | 0.7 (0.2–1.0) | .028 (.008–.039) | ||
| IC06 | M-M50 | 0.8 (0.45–1.0) | .031 (.018–.039) | ||
| IC08 | M-M50 | 1.0 (0.45–1.3) | .039 (.018–.051) | ||
| ISO H | GC1010, GC1130 | IC06 | M-M20 | 0.45 (0.15–0.6) | .018 (.006–.024) |
| IC08 | M-M20 | 0.55 (0.1–0.8) | .022 (.039–.031) | ||
Dati di taglio, consigli sulla velocità di taglio
| Campo ISO | Qualità | vc, (min-max) | |
| m/min | piedi/min | ||
| ISO S (TiAl6V4) | S30T | 75–115 | 246–377 |
| S40T | 75–100 | 246–328 | |
| GC2040 | 31–40 | 102–131 | |
| ISO S (Inconel) | S30T | 40–60 | 131–197 |
| S40T | 40–60 | 131–197 | |
| GC2040 | 40–60 | 131–197 | |
| ISO M (316L) | GC1040 | 115–180 | 377–591 |
| GC2040 | 160–225 | 525–738 | |
| S30T | 155–250 | 509–820 | |
| S40T | 165–235 | 541–771 | |
| ISO P | GC1130 | 150–265 | 492–869 |
| GC4340 | 150–265 | 492–869 | |
| ISO H | GC1010 | 75–115 | 246–377 |
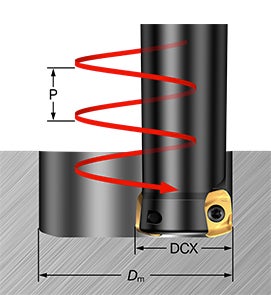
Lavorazione in rampa elicoidale
| Frese metriche (DCX) | Frese in pollici (DCX) | Inserti IC06 | Inserti IC08 | ||||||
| ap max 0.8 mm (.031 poll.) | ap max 1.3 mm (.051 poll.) | ||||||||
| Angolo di penetrazione max (RMPX) | Dm max | Dm piano min | Dm min | Angolo di penetrazione max (RMPX) | Dm max | Dm piano min | Dm min | ||
| 5/8 | 10.1° | 31.8 | 23.4 | 22.4 | |||||
| 16 | 9.5° | 32.0 | 23.6 | 22.6 | |||||
| 3/4 | 6.5° | 38.2 | 29.8 | 28.8 | 10.7° | 38.2 | 27.6 | 26.1 | |
| 20 | 5.8° | 40.0 | 31.6 | 30.6 | 9.6° | 40.0 | 29.4 | 27.9 | |
| 25 | 3.7° | 50.0 | 41.6 | 40.6 | 5.7° | 50.0 | 39.4 | 37.9 | |
| 1 | 3.6° | 50.8 | 42.4 | 41.4 | 5.5° | 50.8 | 40.2 | 38.7 | |
| 11⁄4 | 3.6° | 63.6 | 53.0 | 51.5 | |||||
| 32 | 3.6° | 64.0 | 53.4 | 51.9 | |||||
| 11⁄2 | 2.7° | 76.2 | 65.6 | 64.1 | |||||
| 40 | 2.5° | 80.0 | 69.4 | 67.9 | |||||
| 44 | 2.3° | 88.0 | 77.4 | 75.9 | |||||
| 50 | 1.7° | 100.0 | 89.4 | 87.9 | |||||
| 2 | 1.7° | 101.6 | 91.0 | 89.5 | |||||
| 52 | 1.6° | 104 | 93.4 | 91.9 | |||||
| 54 | 1.5° | 108 | 97.4 | 95.9 | |||||
| 63 | 1.1° | 126 | 115.4 | 113.9 | |||||
| 21⁄2 | 1.1° | 127 | 116.4 | 114.9 | |||||
| 66 | 1.0° | 132 | 121.4 | 119.9 | |||||
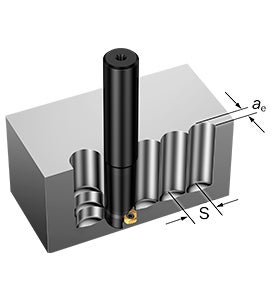
Fresatura a tuffo
Sporgenza L ≤ 3×D

Nota! S deve essere ≤ 20 mm
| IC | ae max, mm (poll.) | Avanzamento, mm/z (poll./z) |
| 06 | 4 (0.157) | 0.10 (0.05–0.15) (0.004 (0.002–0.006)) |
| 08 | 5.5 (0.217) | 0.12 (0.05–0.15) (0.005 (0.002–0.006)) |
Sporgenza L ≥ 3×D

Nota! S deve essere ≤ 20 mm
| IC | ae max, mm (poll.) | Avanzamento, mm/z (poll./z) |
| 06 | 4 (0.157) | 0.08 (0.05–0.15) (0.003 (0.002–0.006)) |
| 08 | 5.5 (0.217) | 0.1 (0.05–0.15) (0.004 (0.002–0.006)) |
Seguici e rimani aggiornato
Iscriviti ora alla nostra newsletter

Sandvik Italia SpA - Div. Coromant - Via A. Raimondi, 13 Milano - P. IVA 00750020158
02 94752020 沪ICP备20012694号-1 京公网安备 11010502044395号