
CoroDrill® 460
Punta versatile in metallo duro integrale ad alte prestazioni che può essere utilizzata su un'ampia gamma di materiali. Con una punta per tutti i materiali, è possibile ridurre la tenuta del magazzino e offrire una maggiore flessibilità della macchina, con conseguente riduzione dei tempi di attrezzaggio.
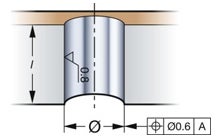
Il foro
I tre principali parametri di base per il foro sono: Il tipo di foro e la precisione richiesta influiscono sulla scelta dell'utensile. L'operazione di foratura può dipendere dalla presenza di superfici di entrata/uscita irregolari o angolate o di fori incrociati.

Il componente
Quando si analizza il foro, considerare anche il materiale del pezzo, la forma del componente e la quantità

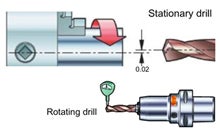
La macchina
La macchina influisce su: Considerare sempre:
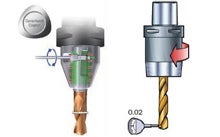
Portautensili
La produttività non dipende solo da qualità e geometria ma anche dalla capacità di bloccare l'utensile in modo saldo e preciso. Per ottenere il massimo in termini di stabilità e qualità del foro, utilizzare sempre Coromant Capto o CoroChuck 930 con la punta più corta possibile e minimizzare la sporgenza.

Consigli applicativi

Selezione corretta degli utensili
Un aiuto per la selezione dell'utensile più adatto.

Considerazioni iniziali
Velocità di taglio e durezza del materiale sono i fattori che incidono maggiormente su durata utensile e assorbimento di potenza.

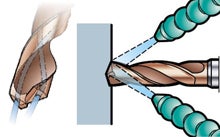
Come ottenere fori di buona qualità
Per ottenere una buona qualità del foro può essere necessario qualche accorgimento supplementare. Ecco alcuni suggerimenti utili.

Ricondizionamento
Ricondizionate i vostri utensili rotanti per ottenere notevoli risparmi con il nostro servizio di ricondizionamento.
Raccomandazioni
- Si consiglia di utilizzare mandrini idraulici ad alta precisione
- Si consiglia di utilizzare l’adduzione interna di refrigerante, pressione minima consigliata 10 bar (145 psi)

CoroChuck™ 930 - per i massimi livelli di forza di bloccaggio e precisione

CoroChuck™ 930 a stilo - per una migliore accessibilità
Gamma di prodotti
| Rapporto lunghezza/diametro | Diametro punta, mm (poll.) | Refrigerante | Geometria | Tipo di stelo | Qualità |
| 2-3 | 3-20 (0.118-0.787) | Interno/esterno | -XM | DIN 6535 HA | GC34 |
| 4-5 | 3-20 (0.118-0.787) | Interno/esterno | -XM | DIN 6535 HA | GC34 |
| 7-8 | 3-20 (0.118-0.787) | Interno | -XM | Coromant standard | GC34 |
Soluzioni personalizzate

|
Tipo di punta 1  |
| Tipo di punta 2  |
| Tipo di punta 4  |
| Tipo di punta 5  |
| Tipo di punta 6  |
Seguici e rimani aggiornato
Iscriviti ora alla nostra newsletter

Sandvik Italia SpA - Div. Coromant - Via A. Raimondi, 13 Milano - P. IVA 00750020158
02 94752020 沪ICP备20012694号-1 京公网安备 11010502044395号