
CoroTurn® 107
Tornitura interna e tornitura esterna di componenti a elevate sporgenze
Istruzioni

Istruzioni per l'assemblaggio
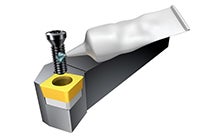
Per inserti rotondi e portautensili con interfaccia a binario.
Leggete e scaricate le istruzioni

Sede inserti
Pulire e ispezionare la sede dell'inserto per verificare la presenza di zone danneggiate e il supporto del tagliente
Supporti e sedi supporto
Verificare che gli angoli dei supporti non siano stati scheggiati durante la lavorazione o la manipolazione e che non ci sia tagliente di riporto sulle sedi dei supporti

Superfici di contatto
Controllare le superfici di supporto e contatto, verificando l'assenza di danni o sporcizia.



Consigli applicativi
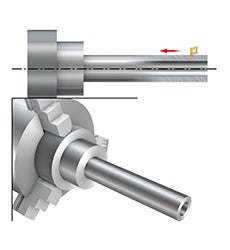
Lavorazione di componenti con elevate sporgenze
Per quanto riguarda l'angolo di attacco, si dovrebbe cercare di lavorare sempre con un angolo vicino a 90/0 gradi, dato che anche un piccolo cambiamento (da 91/-1 a 95/-5 gradi) incide sulla direzione della forza di taglio durante la lavorazione.
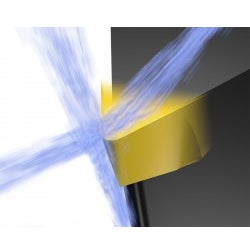
Refrigerante sopra o sotto l'inserto: quale metodo usare, e quando?
L'uso di un refrigerante ad alta precisione sopra e sotto l'inserto rappresenta un metodo efficace per superare le difficoltà del controllo truciolo e prolungare la durata dell'utensile. Scoprite come applicare correttamente il refrigerante, insieme ad altri consigli utili per migliorare le prestazioni nelle operazioni di tornitura.
Componenti sensibili alle vibrazioni
Si consiglia di eseguire tutto il taglio in una passata per direzionare la forza verso il mandrino. Per indirizzare le forze di taglio si potrebbe usare l'angolo di attacco. Un angolo di attacco più grande produce forze di taglio contro il set-up e impone una minore forza di flessione sul componente.
Tornitura non lineare
La tornitura non lineare è una strategia efficiente per l'esecuzione di tasche su materiali difficili da lavorare. Il punto di usura si muove lungo il tagliente, riducendo il rischio di vibrazioni all'entrata nel pezzo. Utilizzate CoroTurn® 107 con interfaccia a binario per ottimizzare la tornitura non lineare e ottenere livelli superiori di sicurezza del processo, produttività, durata utensile, controllo truciolo e riduzione dell'inventario di utensili.
Consigli applicativi
Inserto e sistema
Longitudinale esterna e sfacciatura
| Finitura | Lavorazione media | Sgrossatura | |
| Forma dell'inserto | C | C | C |
| Dimensioni inserto | 09 | 09 | 12 |
| Angolo di registrazione | 95° | 95° | 95° |
| Bloccaggio | Vite | Vite | Vite |
Profilatura esterna
| Finitura | Lavorazione media |
| D | D |
| 11 | 11 |
| 93° | 93° |
| Vite | Vite |
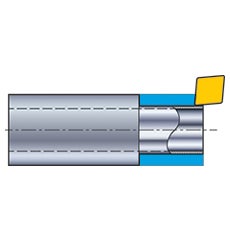
Longitudinale interna e sfacciatura
| Finitura | Lavorazione media | |
| Forma dell'inserto | T | T |
| Dimensioni inserto | 05 | 09 |
| Angolo di registrazione | 91° | 91° |
| Bloccaggio | Vite | Vite |
| Ø foro | 6-13 | ≥ 13,5 |
Profilatura interna
| Finitura | Lavorazione media |
| D | D |
| 07 | 07 |
| 93° | 93° |
| Vite | Vite |
| ≥ 13 | ≥ 13 |
Qualità di inserto
| Condizioni di lavorazione | P | M | K | N | S | H |
| Buone | GC4415 | GC2220 | GC3210 | H10 | GC1105 | CB7115 |
| Normali | GC4425 | GC2025 | GC3210 | H10 | GC1115 | CB7125 |
| Difficili | GC4335 | GC2035 | GC3225 | H10 | GC1125 | CB7135 |
Geometria dell'inserto
| Operazione | P | M | K | N | S | H |
| Finitura | -PF | -MF | -KF | -AL | -UM | S01020 |
| Lav. media | -PM | -MM | -KM | -AL | -MF | S01020 |
| Sgrossatura | -PR | -MR | -KR | -AL | -MM | S02030 |
Seguici e rimani aggiornato
Iscriviti ora alla nostra newsletter

Sandvik Italia SpA - Div. Coromant - Via A. Raimondi, 13 Milano - P. IVA 00750020158
02 94752020 沪ICP备20012694号-1 京公网安备 11010502044395号