
トレパニング加工
トレパニング加工とは?
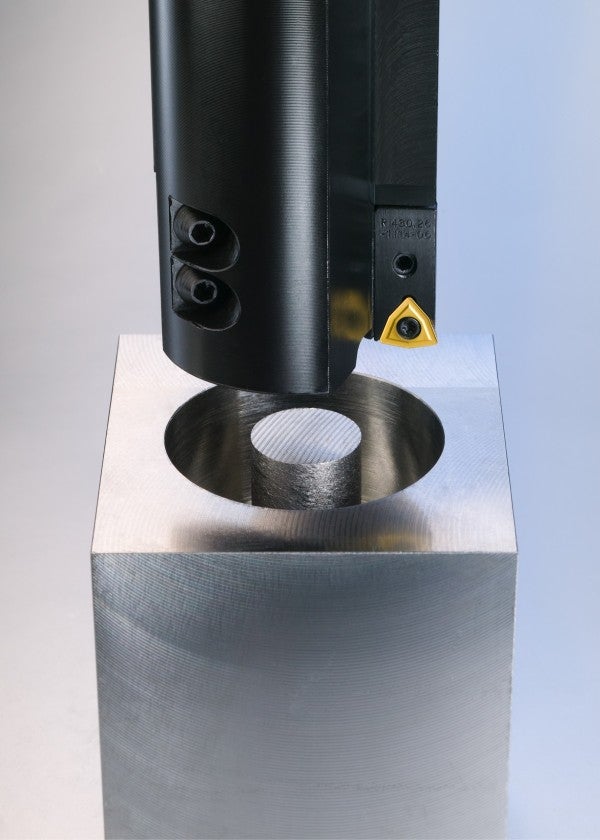
トレパニング加工は、穴あけされる部分の材料全体を切削して切りくずにする従来の穴あけ加工ほど大きな動力を必要としないため、機械の動力が制限されている場合の大径穴加工に用いられる加工方法です。トレパニング工具は径全体を加工するのではなく、外周のリング形状のみを加工します。すべての材料を切りくずとして除去するのではなく、穴の中心にコアが残ります。したがってこの加工方法は貫通穴向けのものです。
トレパニング加工の推奨セットアップ
調整スクリュー
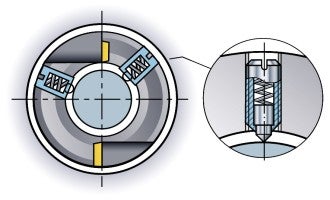
工具回転/ワーク回転ドリル
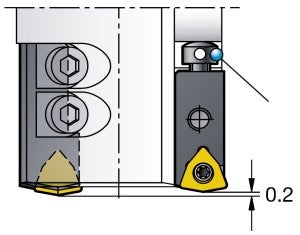
外周刃は中心刃カートリッジより0.20 mm (0.008 inch)後方にセットする必要があります。
ワーク回転ドリル
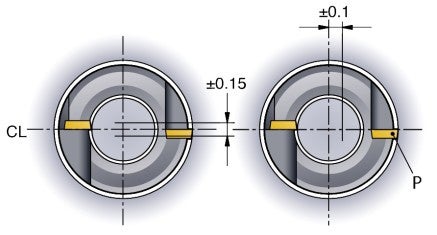
- ドリルはチップが水平軸上にある状態で位置決めする必要があります
- ドリルのオフセットは、外周刃に対してワーク中心線から0.15 mm (0.006 inch)以下とします
- 外周刃 (P) は主軸中心線 (CL)から+0.1 mm (0.004 inch)の範囲内の水平位置にセットします
コアの処理
垂直セットアップ
トレパニング加工においては、ドリルが突き抜けると残っているコアが落下しますが、基本的に問題はありません。
水平セットアップ
長くて重いコアには、コアが落下して中心刃が折れないように、コアサポートが必要になることがあります。
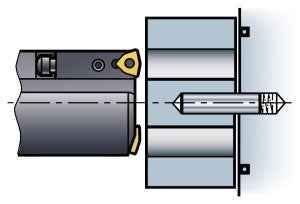
回転ドリル - コア固定
コアに穴をあけます。穴にプラグを入れ、コア (C) が落下するのを防ぎます。
C
ワーク回転ドリル - コアサポート
ドリルにコアサポートを装着する場合は、カートリッジが垂直軸上にあり、外周刃が下向きになった状態でドリルを取り付ける必要があります。
