Toczenie rowków wewnętrznych
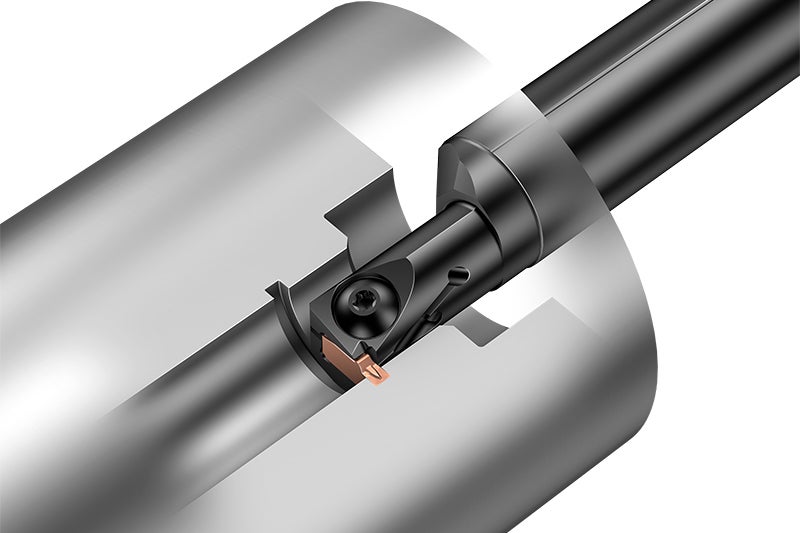
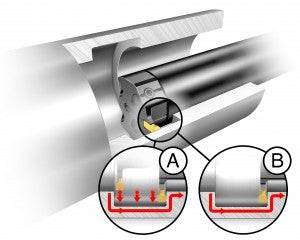
Długie wysięgi i utrudnione odprowadzanie wiórów to dwa wyzwania związane z obróbką rowków wewnętrznych. Długi wysięg może być przyczyną ugięcia narzędzia i wystąpienia drgań. Drgania i utrudnione odprowadzanie wiórów mogą spowodować wyłamanie płytki. Trudności z odprowadzaniem wiórów mogą ponadto skutkować dużą chropowatością powierzchni. Najczęściej spotykaną techniką toczenia rowków wewnętrznych jest obróbka promieniowa, ale można także stosować obróbkę w kilku przejściach (A) i toczenie wgłębne (B).
Toczenie rowków wewnętrznych – wskazówki dotyczące zastosowań
- Duże natężenie przepływu precyzyjnie podawanego chłodziwa poprawia kontrolę i odprowadzanie wiórów
- Mniejsze pole przekroju poprzecznego trzonka zapewnia sprawniejsze odprowadzanie wiórów, ale pogarsza stabilność
- Aby uniknąć drgań, należy stosować konfigurację z jak najkrótszym wysięgiem i geometrią generującą jak najmniejsze opory skrawania
- Drgań można uniknąć, wykonując np. kilka przejść płytką z węższym ostrzem. Zakończyć, stosując obróbkę wykończeniową (patrz ilustracja (A), po prawej)
- Obróbkę rowków wewnętrznych można również wykonać, stosując jedno przejście, po którym jest wykonywane toczenie wgłębne (B). Aby zapewnić optymalny przebieg odprowadzania wiórów, należy rozpocząć od strony uchwytu i kontynuować obróbkę do wylotu otworu
- W celu zmniejszenia wartości sił, należy stosować płytki o małej szerokości i małym promieniu naroży
- Dla wysokiej precyzji obróbki, łatwego ustawienia ostrza na poziomie osi obrotu i ograniczenia drgań należy stosować specjalnie pod tym kątem zaprojektowane rozwiązania mocujące, takie jak tuleje EasyFixTM
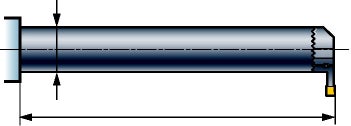
Do toczenia na wysięgach o długości 5−7xD należy stosować węglikowe wzmacniane wytaczaki z tłumikami drgań
L = 5−7xD
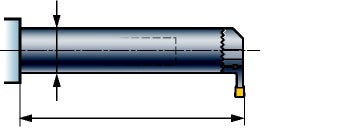
Do toczenia na wysięgach o długości 3−6xD należy stosować wytaczaki z tłumikami drgań lub węglikowe
L = 3−6xD

Do toczenia na wysięgach o długości poniżej 3xD należy stosować wytaczaki stalowe
L ≤ 3xD
Strategie obróbki rowków wewnętrznych
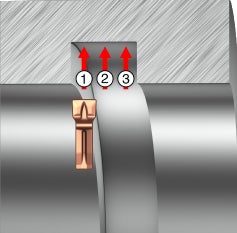
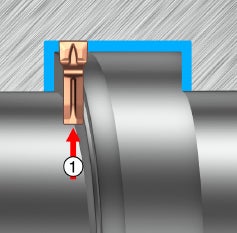
Obróbka zgrubna z posuwem w kierunku promieniowym
Zacząć obróbkę zawsze w miejscu najbliższym dna otworu (1), po czym kierować się na zewnątrz, aby zrobić miejsce na wióry. Stosować zalecane wielkości posuwu. Grubość warstwy skrawanej w kolejnych przejściach (2 i 3) powinna mieścić się w zakresie 0.5–0.8 × szerokości płytki. Ponieważ na tym etapie siła skrawania będzie mniejsza, można zwiększyć posuw o 30‒50%.
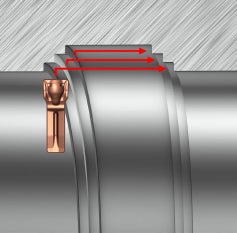
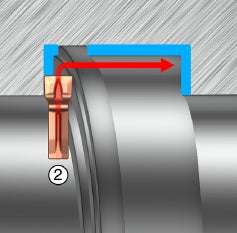
Toczenie zgrubne z roztaczaniem na boki
Toczenie mające na celu poszerzenie rowka zapewnia lepszą kontrolę i odprowadzanie wiórów. Rozpocząć od miejsca najbliżej dna otworu i kontynuować obróbkę w kierunku wejścia. Nie toczyć po powierzchni obrobionej. Kolejne przejścia powinny odbywać się z odstępem 0.2 mm od konturu przejścia poprzedzającego.
Roztaczanie na boki przebiega z wyższą stabilnością niż toczenie z posuwem w kierunku promieniowym i generuje mniejszej wartości siłę działającą w kierunku promieniowym, które powodują drgania. Należy pamiętać, że ze względu na niższą głębokość skrawania (ap) roztaczanie jest mniej produktywne niż skrawanie w kierunku promieniowym.
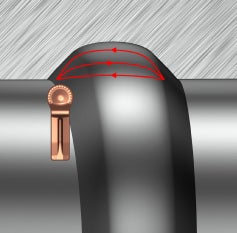
Obróbka zgrubna z użyciem nieliniowej drogi narzędzia
Nieliniowa droga narzędzia zapewnia dobrą kontrolę wiórów i trwałość. Zużycie płytki rozkłada się wzdłuż większej części krawędzi skrawającej. Geometria -RM idealnie nadaje się do nieliniowych ścieżek narzędzia. Toczenie nieliniowe jest przydatne, gdy dno elementu ma dużej wartości promienie zaokrąglenia w narożnikach.
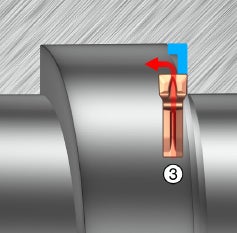
Obróbka wykończeniowa
Zapewnienie dobrej kontroli wiórów podczas obróbki wykończeniowej jest zawsze trudnym zadaniem, szczególnie w przypadku obróbki zaokrągleń narożników. Ważne jest, aby oddzielić materiał, który ma zostać usunięty, wykonując trzy przejścia.
- Zacząć pierwsze przejście blisko promienia naroża jak najbliżej dna otworu.
- Drugie przejście rozpocząć jak najbliżej dna rowka, a następnie toczyć poprzecznie aż do łuku narożnika wewnętrznej ścianki rowka.
- Trzecie przejście wykończy ścianę rowka jak najbliżej wejścia do otworu i promień naroża.
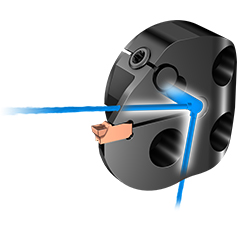
Wewnętrzne doprowadzanie chłodziwa
Narzędzia do obróbki rowków wewnętrznych należy stosować z wewnętrznym doprowadzaniem chłodziwa, nawet wtedy, gdy maksymalne ciśnienie chłodziwa jest niskie. Podawanie chłodziwa usprawnia odprowadzanie wiórów i zmniejsza ryzyko zakleszczenia się wióra w rowku, szczególnie podczas toczenia rowków głęboko w otworze. Aby uzyskać lepsze odprowadzanie wiórów, należy podawać chłodziwo pod możliwie największym ciśnieniem.