
CoroMill® MS40
Najwyższej klasy rozwiązanie do frezowania stycznego
Przegląd asortymentu
Korpusy frezów
| Wielkość płytki, SSC | Zakres średnic frezu, mm (cale) | Podziałka | APMX, mm (cale) | Złącze |
| SSC 09 | 25–32 (1–1¼) | M, H (M) | 8 (0.315) | Chwyt cylindryczny |
| SSC 09 | 40–63 (1½–2) | M, H (M) | 8 (0.315) | Mocowanie trzpieniowe |
| SSC 13 | 40–160* (2–6) | M, H (M) | 12 (0.472) | Mocowanie trzpieniowe |
*Wewnętrzne doprowadzenie chłodziwa dla średnic do Ø125 mm (5 cali)
Podziałka M: nierównomierna
Podziałka H: równomierna
Płytki
| SSC 09 APMX: 8.0 mm (0.315 cala) | SSC 13 APMX: 12.0 mm (0.472 cala) | |
| Geometria płytki | E-L30, E-M40 i M-M40 | E-L40, E-M50 i M-M50 |
| Promień naroża płytki | 0,4 i 0,8 mm (0.0157 i 0.0315 cala) | 0.8 mm (0.0315 cala) |
| Gatunek płytki | GC1040, GC2040, GC1230, GC4330, GC3330 | GC1040, GC2040, GC1230, GC4330, GC3330 |
Zalecenia
Chwyt cylindryczny, SSC 09
Narzędzia z chwytem cylindrycznym należy stosować głównie do frezowania walcowego, ae ≤ 33% DCX. W takich warunkach uzyskuje się optymalną dokładność powtarzanych przejść i niedopasowania podczas obróbki ścian pod kątem 90°.
Mocowanie trzpieniowe, SSC 09 i 13
Głowice nasadzane na trzpień zapewniają stabilność potrzebną do uzyskania dużej wydajności frezowania walcowego ae ≤ 33% DCX. Duże zagłębienie ae, czyli obróbka pełną szerokością, wymaga stabilnego środowiska obróbki, np. krótkiego wysięgu.
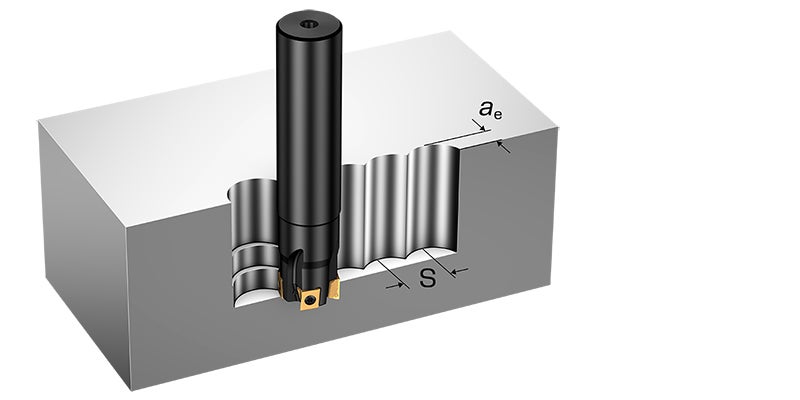
Frezowanie walcowe: zagłębianie skośne i interpolacja śrubowa
Zagłębianie skośne i interpolacja śrubowa są możliwe, gdy stosowane jest frezowanie walcowe ae ≤ (BS + RE) i ap ≤ APMX.
| SSC 09 | SSC 13 | ||
| BS, mm (cale) | RE0.4 | 1.5 (0.0591) | |
| RE0.8 | 1.1 (0.0433) | 2.2 (0.0866) | |
| ae, mm (cale) | ≤ 1.9 (0.075) | ≤ 3 (0.118) | |
| APMX, mm (cale) | 8 (0.315) | 12 (0.472) | |
| RMPX, α (na drodze krawędzi skrawającej) | 3° | 3° |

Frezowanie wgłębne
- Zastosować podziałkę „H”, aby zapewnić zagłębienie wielu ostrzy
- Zalecany sposób programowania frezowania wgłębnego powinien zawierać promieniowe odejście od ściany na dnie wgłębienia, aby uniknąć kontaktu z obrabianym materiałem przy wycofywaniu narzędzia do pozycji początkowej
- Należy dążyć do pozostawienia stałej ilości naddatku z myślą o mającej nastąpić obróbce wykończeniowej
| Obszar wg ISO | Materiał referencyjny | Maks. ae mm (cale) | Maks. ae mm (cale) | Posuw, mm/ostrze (cale/ostrze) | Posuw, mm/ostrze (cale/ostrze) |
| SSC 09 | SSC 13 | SSC 09 | SSC 13 | ||
| ISO P ISO K | P2.1.Z.AN K2.2.C.UT | 3 (0.118) | 6 (0.236) | 0.10 (0.05–0.12) 0.004 (0.002–0.005) | 0.10 (0.08–0.16) 0.004 (0.003–0.0063) |
| ISO M ISO S | M1.0.Z.AQ S2.0.Z.AG (Inconel 718) | 2 (0.0787) | 4 (0.157) | 0.08 (0.05–0.10) 0.003 (0.002–0.004) | 0.08 (0.05–0.12) 0.003 (0.002–0.005) |
CoroPlus® Tool Guide do CoroMill® MS40

- Aby uzyskać szybkie i dokładne zalecenia dotyczące narzędzi dostosowanych do wymagań konkretnego zastosowania, należy skorzystać z internetowej aplikacji CoroPlus® Tool Guide
- Wybór odpowiedniego narzędzia i parametrów dla danego zastosowania, w oparciu o typ narzędzia, rodzaj obróbki, materiał i obrabiarkę
- Łatwość użytkowania, łatwość wyboru
- Obsługuje wszystkie obszary zastosowań CoroMill® MS40
Dołącz do nas. Bądź na bieżąco.
Już dziś zaprenumeruj nasz biuletyn
