
CoroCut® 2
Nowa koncepcja, większe korzyści
Instrukcje obsługi
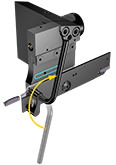
Zobacz i pobierz instrukcje obsługi dla listew do odcinania na płytki CoroCut® 2 Wymiana płytki i podłączenie chłodziwa w przypadku listew do odcinania

Znajdź adapter do swojej obrabiarki
Te uchwyty mocujące oraz oprawki napędzane są przeznaczone do konkretnych typów głowicy rewolwerowej z rozstawem śrub charakterystycznym dla obrabiarek danej marki.
Wskazówki dotyczące zastosowań
Istnieje szereg wskazówek, których zastosowanie w praktyce pozwala istotnie poprawić przebieg przecinania i obróbki rowków. Zachęcamy do odwiedzenia sekcji bazy wiedzy poświęconej przecinaniu i obróbce rowków
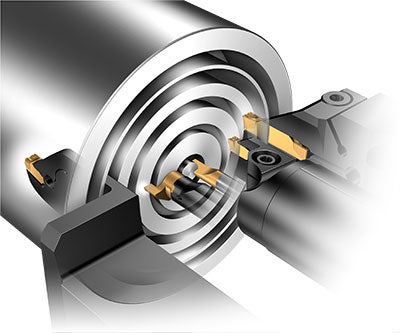
Konstrukcja wiper do wszystkich geometrii do przecinania
Płytki wiper umożliwiają obróbkę przedmiotów z wysokimi posuwami i uzyskiwanie małej chropowatości powierzchni, zapewniają również korzystny przebieg łamania wiórów. Ogólna wytyczna brzmi: dwukrotnie wyższy posuw - ta sama chropowatość powierzchni, co dla płytki ze zwykłym zaokrąglonym narożem. Ten sam posuw - dwukrotnie lepsza chropowatość powierzchni.

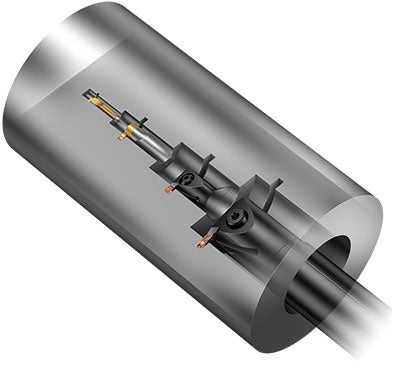
Konstrukcja ostrza do odcinania
Krótki docisk mocujący zapewnia lepszą wydajność podczas wykonywania fazowań przed przecinaniem. Większa trwałość narzędzia i mniej chropowata powierzchnia dzięki większej stabilności i wewnętrznemu doprowadzaniu chłodziwa.

Klucz do ostrzy
Klucz do krótszego docisku mocującego płytki do przecinania posiada dwa trzpienie, z których jeden jest mimośrodowy i po obróceniu rozwiera dociski gniazda płytki.
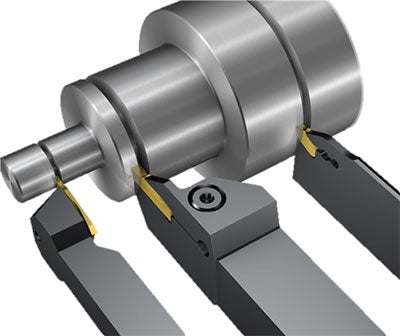
Pozycjonowanie
Zewnętrzne przecinanie i obróbka rowków zewnętrznych
CoroCut® 2
Wszechstronne przecinanie i obróbka rowków, ekonomiczne dzięki dwuostrzowym płytkom. Pierwszy wybór do obróbki rowków i przecinania przy średnicach poniżej 40 mm (1.575 cala).
CoroCut® 3
Do ekonomicznego płytkiego przecinania i obróbki rowków oraz precyzyjnej obróbki wąskich rowków i rowków pod pierścienie osadcze, nie wyłączając najmniejszych szerokości.
CoroCut® QD
Pierwszy wybór do odcinania i toczenia głębokich rowków.
| System | CDX, mm | CW, mm |
| CoroCut® QD | 15–80 | 2–8 |
| CoroCut® 2 | 13–28 | 1.5–8 |
| CoroCut® 3 | 1.5–6.4 | 0.5–3.18 |
Obróbka rowków wewnętrznych
CoroCut® 2
Wszechstronne rozwiązanie do przecinania i obróbki rowków. Pierwszy wybór do wytaczania rowków wewnętrznych o większych średnicach,
25 mm (0.984 cala) lub więcej. Ekonomiczne dzięki dwuostrzowym płytkom.
CoroTurn® XS
Precyzyjnie szlifowane narzędzia. Pierwszy wybór do obróbki najwęższych rowków o najmniejszych średnicach, 2–10 mm (0.079–0.394 cala).
CoroCut® MB
Ekonomiczne rozwiązanie do wąskich rowków o małych średnicach.
CoroCut® QI
Pierwszy wybór do bezpiecznej obróbki rowków wewnętrznych o małych średnicach, 12–60 mm (0.472–2.362). Zapewnia duże bezpieczeństwo obróbki i niezawodność toczenia rowków przy wysokiej jakości powierzchni.
| System | DMIN, mm | CDX, mm |
| CoroCut® XS | 2–7.2 | 0.4–2.5 |
| CoroCut® MB | 10–20 | 0.7–8 |
| CoroCut® QI | 12–60 | 2–19 |
| CoroCut® 2 | 25–150 | 4.5–23 |
Obróbka rowków czołowych
CoroCut® 2
Rodzina wszechstronnych produktów do przecinania i toczenia rowków. Ekonomiczne dzięki dwuostrzowym płytkom. Pierwszy wybór do obróbki płytkich rowków czołowych o średnicy powyżej 35 mm (1.378 cala).
CoroCut® QF
Pierwszy wybór do bezpiecznej obróbki głębokich rowków czołowych o średnicy powyżej 30 mm (1.181 cala). Zapewnia niezrównaną niezawodność w obróbce nawet głębokich, wąskich rowków.
CoroCut® MB
Ekonomiczne rozwiązanie do wąskich rowków o małych średnicach.
CoroTurn® XS
Precyzyjnie szlifowana geometria ostrza. Pierwszy wybór do obróbki najwęższych rowków o najmniejszych średnicach.
| System | DAXIN, mm | CDX, mm | CW, mm |
| CoroTurn® XS | 0.2–24 | 2–30 | 1-5 |
| CoroCut® MB | 5.64–12 | 1.5–10 | 1–4 |
| CoroCut® QI | 16–35 | 5.5–20 | 3–6 |
| CoroCut® QF | 30–500 | 20–50 | 3–8 |
| CoroCut® 2 | 34–200 | 12–28 | 2.5–8 |
Zalecenia
- Rozpocząć od płytki pierwszego wyboru i zalecanych parametrów
- Wszystkie zalecenia dotyczą parametrów skrawania bez precyzyjnego podawania chłodziwa
- Stosując precyzyjne podawanie chłodziwa, można zwiększyć prędkość o 30–50%
- System CoroCut® 2 do odcinania i obróbki rowków zewnętrznych to ekonomiczny wybór przy głębokości skrawania umożliwiającej użycie płytek dwuostrzowych.
Jeśli system CoroCut® 2 nie spełnia wymagań, na stronie Przecinanie i obróbka rowków można znaleźć więcej zaleceń dotyczących wyboru narzędzi.
Zalecane płytki
Wielkości gniazd płytek
- Dostępne są płytki z gniazdami różnej wielkości i o zróżnicowanych promieniach naroży. Wszystkie płytki CoroCut® 2 są w pełni kompatybilne z istniejącymi oprawkami narzędziowymi CoroCut® 1-2. Jednak w celu uzyskania korzyści w postaci bardziej precyzyjnego pozycjonowania płytki i ograniczenia jej ruchów do minimum, konieczne jest przejście na nowe oprawki narzędziowe o szynowej konstrukcji gniazda płytki E-F-G.
- Wielkość gniazda płytki musi odpowiadać wielkości gniazda w oprawce
Wielkości gniazd płytek
- D ze złączem typu V:
- Szerokości ostrzy płytek: 1.5 mm (0.059 cala)
- Głębokość skrawania: 8–17 mm (0.315–0.669)
- E-L ze stabilną konstrukcją szynową:
- Szerokości ostrzy płytek: 2–8 mm (0.079–0.315 cala)
- Głębokość skrawania: 8–32 (0.315–1.30 cala)
Płytki pierwszego wyboru
Zamieszczone poniżej tabele pomogą w znalezieniu płytki pierwszego wyboru do danego zastosowania
Podcinanie za pomocą CoroCut® 2
Dwuostrzowe płytki CoroCut® oferują doskonałą kontrolę wiórów podczas podcinania z niewielkimi głębokościami przy niskich posuwach.
- -RM to wszechstronna geometria do profilowania we wszystkich materiałach
- Geometrii -RO dostępnej w systemie CoroCut® 1-2 należy używać do obróbki stali nierdzewnej, HRSA i innych mocno przywierających materiałów
Obróbka rowków pod pierścienie osadcze
Aby uzyskać niskie siły skrawania i małą chropowatość powierzchni, należy używać CoroCut® 2 z geometrią -GF
Geometrie i zastosowanie
-CM  | -CR  | -GF  | -GM  | -GL  | -TF  | -TM  | -RF  | -RM  | ||||
| Przecinanie |  |  | |  | | | | |  | | | Najważniejsze zastosowanie |
| Obróbka rowków |  | | | | | | | | | | | Zastosowanie uzupełniające |
| Profilowanie |  | | | | | | | | | | | Niezalecane rozwiązanie |
| Toczenie |  | | | | | | | | | |
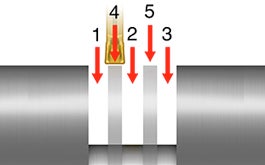
Przecinanie
 |
 |
 |
 |
 |
|
| 1. Przecinanie rur | 2. Przecinanie wałków, dobre warunki | 3. Przecinanie wałków, trudne warunki | 4. Obróbka lekko przerywana | 5. Ciężkie skrawanie przerywane | |
| ISO P | GC1125 -CF* | GC1225 -CM | GC1135 -CR | GC1135 -CM | GC1135 -CR |
| ISO M | GC1225 -CM | GC1225 -CM | GC1135 -CM | GC1145 -CM | GC1145 -CM |
| ISO K | GC4425 -CM | GC4425 -CM | GC1135 -CR | GC1135 -CR | GC1135 -CR |
| ISO N | H13A -TF | H13A -TF | H13A -TF | H13A -TF | H13A -TF |
| ISO S | GC1205 -CM | GC1205 -CM | GC1145 -CM | GC1145 -CM | GC1145 -CM |
| ISO H | CB7015 -S* | CB7015 -S* | CB7015 -S* | CB7015 -S* | CB7015 -S* |
Wszystkie gatunki i geometrie zostały zmodernizowane za wyjątkiem tych oznaczonych *, które są nadal dostępne w CoroCut® 1-2.
- Przecinanie prętów lub rur – warunki dobre lub przeciętne
- Przecinanie prętów – warunki dobre lub przeciętne (z wrzecionem pomocniczym i/lub po zmniejszeniu posuwu w pobliżu osi)
- Przecinanie prętów – warunki normalne lub niestabilne, bez zmniejszenia posuwu w pobliżu osi
- Przecinanie prętów lub rur – skrawanie lekko i średnio przerywane
- Przecinanie prętów lub rur – skrawanie średnio i mocno przerywane
Obróbka rowków
 |
 |
 |
 |
 |
|
| Obróbka rowków | Toczenie szerokich rowków | Rowek wewnętrzny | Szeroki rowek wewnętrzny | Rowek czołowy | |
| ISO P | GC1225 -GF | GC4425 -TF | GC1225 -GF | GC4425 -TF | GC4425 -TF |
| ISO M | GC1135 -GF | GC1135 -TF | GC1135 -GF | GC1135 -TF | GC1135 -TF |
| ISO K | GC3115 -GM | GC3115 -TM | GC1225 -GF | GC3115 -TF | GC3115 -TF |
| ISO N | H13A -GF | H13A -TF | H13A -GF | H13A -TF | H13A -TF |
| ISO S | GC1205 -GF | GC1205 -TF | GC1205 -GF | GC1205 -TF | GC1205 -TF |
| ISO H | CB7015 -S* | CB7015 -S* | CB7015 -S* | CB7015 -S* | CB7015 -S* |
Wszystkie gatunki i geometrie zostały zmodernizowane za wyjątkiem tych oznaczonych *, które są nadal dostępne w CoroCut® 1-2.
Profilowanie
 |
||
| Profilowanie zewnętrzne | Profilowanie wewnętrzne | |
| ISO P | GC4425 -RM | GC1225 -RF |
| ISO M | GC1225 -RM | GC1225 -RF |
| ISO K | GC4425 -RM | GC4425 -RM |
| ISO N | H10 -AM* | H10 -AM* |
| ISO S | S205 -RO* | GC1205 -RF |
| ISO H | CB7015 -RE* | CB7015 -RE* |
Wszystkie gatunki i geometrie zostały zmodernizowane za wyjątkiem tych oznaczonych *, które są nadal dostępne w CoroCut® 1-2. -RO i -AM posiadają szlifowaną krawędź skrawającą i węższe zakresy tolerancji niż -RM. Należy używać geometrii -RO/-AM, gdy wymagana jest wysoka powtarzalność.
Rozwiązywanie problemów – objawy zużycia
| Objaw zużycia | Przyczyna | Rozwiązanie |
Narost  | 1. Zbyt niska temperatura na ostrzu. 2. Niewłaściwa geometria lub gatunek. | 1. Zwiększyć prędkość skrawania i/lub posuw. 2. Zastosować geometrię o większej ostrości, najlepiej gatunek pokrywany metodą PVD. |
Wykruszenia/wyłamywanie ostrza  | 1. Zbyt twardy gatunek. 2. Zbyt mało wytrzymała geometria. 3. Niestabilne warunki. 4. Zbyt wysokie parametry skrawania. | 1. Zastosować mniej twardy gatunek. 2. Zastosować geometrię do większego zakresu posuwów. 3. Zmniejszyć wysięg. Sprawdzić ustawienie w osi. 4. Zmniejszyć parametry skrawania. |
Deformacja plastyczna  | 1. Zbyt wysoka temperatura w strefie skrawania. 2. Niewłaściwy gatunek. 3. Brak chłodziwa. | 1. Zmniejszyć prędkość skrawania i/lub posuw. 2. Zastosować gatunek o większej odporności na ścieranie. 3. Poprawić efektywność podawania chłodziwa. |
Wrąb  | 1. Utlenianie na różnych głębokościach skrawania. 2. Zbyt wysoka temperatura na krawędzi skrawającej. | 1. Zastosować zmienną głębokość skrawania (zagłębianie skośne). 2. Zmniejszyć prędkość skrawania. |
Starcie na powierzchni przyłożenia  | 1. Zbyt duża prędkość skrawania. 2. Zbyt miękki gatunek. 3. Brak chłodziwa. | 1. Zmniejszyć prędkość skrawania. 2. Zastosować gatunek o większej odporności na ścieranie. 3. Poprawić efektywność podawania chłodziwa. |
Zużycie kraterowe  | 1. Zbyt duża prędkość skrawania. 2. Zbyt miękki gatunek. 3. Zbyt wysoki posuw. 4. Brak chłodziwa. | 1. Zmniejszyć prędkość skrawania. 2. Zastosować gatunek o większej odporności na ścieranie. 3. Zmniejszyć posuw. 4. Poprawić efektywność podawania chłodziwa |
Sposób oznaczania
Płytki

1. Obszar produktowy
T = CoroTurn
C = CoroCut
M = CoroMill
D = CoroDrill
B = CoroBore
2. Rodzina produktów
2 = CoroCut® 2
3. Kod produktu (TPC)
R = oprawki na promieniowo skierowane płytki wymienne przeznaczone do przecinania i rowkowania
A = oprawki na osiowo skierowane płytki wymienne przeznaczone do przecinania i rowkowania
T = oprawki na płytki wymienne przeznaczone do toczenia wzdłużnego
I = płytki wymienne
4. Kod rozmiaru gniazda płytki
D = 1.5 mm
E = 2.0 mm
F = 2.5 mm
G = 3.0 mm
H = 4.0 mm
J = 5.0 mm
K = 6.0 mm
L = 8.0 mm
5. Liczba krawędzi
1 = płytki jednostrzowe
2 = płytki dwustrzowe
6. Wersja płytki
R = Prawa
L = Lewa
N = Neutralna
7. Szerokość skrawania
Na przykład:
0300 = szerokość skrawania 3.0 mm
8. Kąt odchylenia krawędzi skrawającej
Przykład
00 = 0°
05 = 5°
9. Promień naroża
Przykład
02 = 0.2 mm
04 = 0.4 mm
10. Oznaczenie geometrii
Pierwsza cyfra: rodzaj obróbki
C = Odcinanie (przecinanie)
G = Obróbka rowków
T = Toczenie
R = Profilowanie (okrągłe)
Druga cyfra:
F = Mały posuw
M = Średni posuw
R = Duży posuw
11. Kod gatunku
Przykład
4425
Narzędzia do przecinania i obróbki rowków

1. Obszar produktowy
T = CoroTurn
C = CoroCut
M = CoroMill
D = CoroDrill
B = CoroBore
2. Rodzina produktów
2 = CoroCut® 2
3. Kod produktu (TPC)
R = oprawki na promieniowo skierowane płytki wymienne przeznaczone do przecinania i rowkowania
A = oprawki na osiowo skierowane płytki wymienne przeznaczone do przecinania i rowkowania
T = oprawki na płytki wymienne przeznaczone do toczenia wzdłużnego
I = płytki wymienne
4. Typ złącza z obrabiarką
CC = modułowy system Coromant Capto®
QS = chwyt o przekroju prostokątnym systemu QS
RS = chwyt o przekroju prostokątnym
SL = głowica systemu SL
BN = listwa do przecinania ze złączem o kierunku neutralnym
BR = listwa do przecinania ze złączem o kierunku prawym
BL = listwa do przecinania ze złączem o kierunku lewym
CE = trzonek cylindryczny z rowkiem pod tuleję EasyFix
CF = trzonek cylindryczny z płaską
5. Rozmiar złącza z obrabiarką
3 = Capto C3, kołnierz 30 mm
4 = Capto C4, kołnierz 40 mm
5 = Capto C5, kołnierz 50 mm
6 = Capto C6, kołnierz 63 mm
8 = Capto C8, kołnierz 80 mm
08 = narzędzie z trzonkiem 8 x 8 mm
10 = narzędzie z trzonkiem 10 x 10
12 = narzędzie z trzonkiem 12 x 12 mm
16 = narzędzie z trzonkiem 16 x 16 mm
20 = narzędzie z trzonkiem 20 x 20 mm
25 = narzędzie z trzonkiem 25 x 25 mm
32 = narzędzie z trzonkiem 32 x 32 mm
40 = narzędzie z trzonkiem 40 x 40 mm
A06 = narzędzie z trzonkiem 6/16 cala (3/8 cala)
A08 = narzędzie z trzonkiem 8/16 cala (1/2 cala)
A10 = narzędzie z trzonkiem 10/16 cala (5/8 cala)
A12 = narzędzie z trzonkiem 12/16 cala (3/4 cala)
A16 = narzędzie z trzonkiem 16/16 cala (1 cala)
A20 = narzędzie z trzonkiem 20/16 cala (1 1/4 cala)
A24 = narzędzie z trzonkiem 24/16 cala (1 1/2 cala)
16 = narzędzie z trzonkiem cylindrycznym 16 mm
20 = narzędzie z trzonkiem cylindrycznym 20 mm
25 = narzędzie z trzonkiem cylindrycznym 25 mm
32 = narzędzie z trzonkiem cylindrycznym 32 mm
40 = narzędzie z trzonkiem cylindrycznym 40 mm
50 = narzędzie z trzonkiem cylindrycznym 50 mm
A10 = narzędzie z trzonkiem cylindrycznym 10/16" (5/8")
A12 = narzędzie z trzonkiem cylindrycznym 12/16" (3/4")
A16 = narzędzie z trzonkiem cylindrycznym 16/16" (1")
A20 = narzędzie z trzonkiem cylindrycznym 20/16" (1 1/4")
A24 = narzędzie z trzonkiem cylindrycznym 24/16" (1 1/2")
A32 = narzędzie z trzonkiem cylindrycznym 32/16" (2")
25 = głowica systemu SL 25 mm
32 = głowica systemu SL 32 mm
40 = głowica systemu SL 40 mm
70 = głowica systemu SL 70 mm
21 = listwa do przecinania, HF= 21.4 mm
25 = listwa do przecinania, HF= 25 mm
45 = listwa do przecinania, HF= 45 mm
6. Wersja narzędzia
N = neutralna
R = narzędzie w wersji prawej
L = narzędzie w wersji lewej
7. Kod rozmiaru gniazda płytki
D = 1.5 mm
E = 2.0 mm
F = 2.5 mm
G = 3.0 mm
H = 4.0 mm
J = 5.0 mm
K = 6.0 mm
L = 8.0 mm
8. Maksymalna głębokość skrawania
Na przykład:
20 = CDX 20 mm
9. Typ chłodziwa
A = precyzyjne podawanie chłodziwa od góry
B = precyzyjne podawanie chłodziwa od dołu
C = precyzyjne podawanie chłodziwa od góry i od dołu
D = brak chłodziwa
G = wewnętrzne doprowadzenie chłodziwa
10. Mocowanie płytki
A = mocowanie zaciskiem sprężystym
B = mocowanie śrubą
C = mocowanie do toczenia płytkich rowków
D = mocowanie śrubą z wzmocnieniem po krzywej
E = mocowanie zaciskiem sprężystym z wzmocnieniem liniowym
F = mocowanie śrubą z wzmocnieniem liniowym
S = kątowe mocowanie śrubą do oprawek do automatów tokarskich
11. Liczba gniazd płytki (dotyczy tylko listew)
1 = jedno gniazdo płytki
2 = dwa gniazda płytki
Narzędzia do rowków czołowych

1. Obszar produktowy
T = CoroTurn
C = CoroCut
M = CoroMill
D = CoroDrill
B = CoroBore
2. Rodzina produktów
2 = CoroCut® 2
3. Zastosowanie produktu (TPC)
R = Promieniowe przecinanie i obróbka rowków narzędziami na wymienne płytki
A = Osiowe przecinanie i obróbka rowków narzędziami na wymienne płytki
T = Toczenie narzędziami na wymienne płytki
4. Typ złącza z obrabiarką
CC = modułowy system Coromant Capto®
QS = chwyt o przekroju prostokątnym systemu QS
RS = chwyt o przekroju prostokątnym
SL = głowica systemu SL
5. Rozmiar złącza po stronie obrabiarki
4 = Capto C4, kołnierz 40 mm
5 = Capto C5, kołnierz 50 mm
6 = Capto C6, kołnierz 63 mm
20 = narzędzie z trzonkiem 20 x 20 mm
25 = narzędzie z trzonkiem 25 x 25 mm
32 = narzędzie z trzonkiem 32 x 32 mm
A12 = narzędzie z trzonkiem 12/16 cala (3/4 cala)
A16 = narzędzie z trzonkiem 16/16 cala (1 cal)
A20 = narzędzie z trzonkiem 20/16 cala (1 1/4) cala)
32 = głowica systemu SL 32 mm
40 = głowica systemu SL 40 mm
70 = głowica systemu SL 70 mm
6. Wersja narzędzia
R = narzędzie w wersji prawej
L = narzędzie w wersji lewej
7. Kształt oprawki
F = kąt przystawienia 0 stopni
G = kąt przystawienia 90 stopni
8. Kod rozmiaru gniazda płytki
G = 3.0 mm
H = 4.0 mm
J = 5.0 mm
K = 6.0 mm
L = 8.0 mm
9. Maksymalna głębokość skrawania (CDX)
Na przykład:
18 = CDX 18 mm
10. Typ listwy
A = krzywizna listwy do obróbki wewnętrznych rowków czołowych
B = krzywizna listwy do obróbki rowków czołowych do występu
11. Minimalna średnica pierwszego przejścia
Na przykład:
220 = 220 mm
12. Typ chłodziwa
A = precyzyjne podawanie chłodziwa od góry
B = precyzyjne podawanie chłodziwa od dołu
C = precyzyjne podawanie chłodziwa od góry i od dołu
D = brak chłodziwa
13. Mocowanie płytki
A = Mocowanie zaciskiem sprężystym
B = Mocowanie śrubą
C = Mocowanie do toczenia płytkich rowków
D = Wzmocnione mocowanie śrubą
Narzędzia do profilowania

1. Operacja
T = CoroTurn (toczenie ogólne)
C = CoroCut (przecinanie i obróbka rowków)
M = CoroMill
D = CoroDrill
B = CoroBore
2. Rodzina produktów
2 = CoroCut ® 2
3. Zastosowanie produktu (TPC)
R = Promieniowe przecinanie i obróbka rowków narzędziami na wymienne płytki (T711 i T714)
A = Osiowe przecinanie i obróbka rowków narzędziami na wymienne płytki (T713)
T = Toczenie narzędziami na wymienne płytki (T712)
4. Typ złącza obrabiarki
CC = modułowy system Coromant Capto®
QS = chwyt o przekroju prostokątnym systemu QS
RS = chwyt o przekroju prostokątnym
SL = głowica systemu SL
BF = wytaczak z płaską
BE = wytaczak z rowkiem do tulei EasyFix
5. Wielkość złącza obrabiarki
3 = Capto C3, kołnierz 30 mm
4 = Capto C4, kołnierz 40 mm
5 = Capto C5, kołnierz 50 mm
6 = Capto C6, kołnierz 63 mm
8 = Capto C8, kołnierz 80 mm
08 = narzędzie z trzonkiem 8 x 8 mm
10 = narzędzie z trzonkiem 10 x 10
12 = narzędzie z trzonkiem 12 x 12 mm
16 = narzędzie z trzonkiem 16 x 16 mm
20 = narzędzie z trzonkiem 20 x 20 mm
25 = narzędzie z trzonkiem 25 x 25 mm
32 = narzędzie z trzonkiem 32 x 32 mm
40 = narzędzie z trzonkiem 40 x 40 mm
A06 = narzędzie z trzonkiem 6/16" (3/8")
A08 = narzędzie z trzonkiem 8/16" (1/2")
A10 = narzędzie z trzonkiem 10/16" (5/8")
A12 = narzędzie z trzonkiem 12/16" (3/4")
A16 = narzędzie z trzonkiem 16/16" (1")
A20 = narzędzie z trzonkiem 20/16" (1 1/4")
A24 = narzędzie z trzonkiem 24/16" (1 1/2")
25 = głowica SL do trzonka fi 25 mm
32 = głowica SL do trzonka fi 32 mm
40 = głowica SL do trzonka fi 40 mm
70 = głowica SL do trzonka fi 70 mm
16 = wytaczak 16 mm
20 = wytaczak 20 mm
25 = wytaczak 25 mm
32= wytaczak 32 mm
40 = wytaczak 40 mm
50 = wytaczak 50 mm
A10 = wytaczak 10/16" (5/8")
A12 = wytaczak 12/16" (3/4")
A16 = wytaczak 16/16" (1")
A20 = wytaczak 20/16" (1 1/4")
A24 = wytaczak 24/16" (1 1/2")
A32 = wytaczak 32/16" (2")
6. Wersja oprawki
R = wersja prawa narzędzia
L = wersja lewa narzędzia
7. Maksymalny kąt zagłębiania skośnego (RMPX)
07 = 7 stopni
20 = 20 stopni
45 = 45 stopni
70 = 70 stopni
8. Wielkość gniazda płytki
D = 1.5 mm
E = 2.0 mm
F = 2.5 mm
G = 3.0 mm
H = 4.0 mm
J = 5.0 mm
K = 6.0 mm
L = 8.0 mm
9. Maksymalna głębokość skrawania
Przykład:
25 = CDX 25 mm
10. Doprowadzanie chłodziwa
A = precyzyjne podawanie chłodziwa od góry
B = precyzyjne podawanie na powierzchnię przyłożenia (od dołu)
C = precyzyjne podawanie chłodziwa od góry i od dołu
D = bez chłodziwa
G = wewnętrzne podawanie chłodziwa
11. System mocowania
A = Mocowanie sprężynowe
B = Mocowanie śrubą
C = Obróbka płytkich rowków
D = Wzmocnione mocowanie śrubą
Dołącz do nas. Bądź na bieżąco.
Już dziś zaprenumeruj nasz biuletyn
