
Koneistuskeskukset

Koneistuskeskusten ominaisuudet kattavat käytännössä kaikki työkappaleet ja koneistusvaiheet (jyrsintä, poraus, avarrus, kierteitys). Koneen varustelulla on tuntuva vaikutus koneistuksen tehokkuuteen sekä koneen käyttöasteeseen.
Koneistuskeskukset – vaihtoehdot
Työstökoneen ominaisuudet on aina sovitettava optimaalisesti tuotettaviin työkappaleisiin. Työkappaleiden geometria ja määrä vaikuttavat valintoihin ja tarvittavien akseleiden määrään.
- 3 akselia: Pystykaraiset koneistuskeskukset (VMC), kiinteä pöytä. Lisäämällä pyöröpöytä saadaan neljäs akseli vaativampien muotojen koneistukseen ja ulottuvuus paranee.
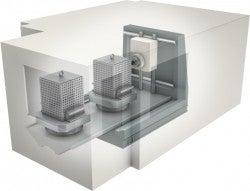
- 4 akselia: Vaakakaraiset koneistuskeskukset (HMC). Monikappalekiinnittimeen voidaan kiinnittää kerralla neljä työkappaletta tuotantovolyymin nostamiseksi. Palettijärjestelmän käyttö takaa hyvän käyttöasteen.
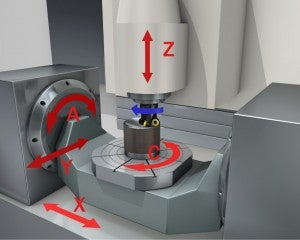
- 5 akselia, kehtopöytä: Kara on ”kiinteä”, neljäs ja viides akseli ovat pöydässä.
- 5 akselia, 90°:n pää: Neljäs akseli on karassa (B) ja viides akseli pöydässä.
5-akselisissa koneissa voi olla sorvausmahdollisuus, jolloin viides akseli pyörii ja koneet ovat monitoimikoneita.
Kara
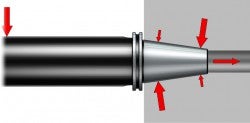
Karakartion valinta on keskeinen päätös, joka usein asettaa rajat koneistuksen tehokkuudelle. Muista kuin itse koneistukseen liittyvistä vaatimuksista nopeat työkalunvaihdot ovat kärjessä. Koneistuksen aikana puolestaan on tärkeintä, että karan ja työkalun kiinnitys pitää vaikka lastuamisvoimat olisivat kuinka rajut.
Koneistuskeskusten lisävarusteet
Koneen käyttöastetta voidaan nostaa erilaisilla lisävarusteilla.
Työkalumakasiini/automaattinen työkalunvaihto (ATC)
Makasiinissa on oltava riittävästi tilaa eri työvaiheiden ja työkappaleiden työkaluille, jotta työstä toiseen vaihto käy nopeasti ilman tarvetta työkalujen vaihdolle. Mahdollinen sisartyökalujen käyttö on myös otettava huomioon.
Halkaisijaltaan suurten tai pitkien työkalujen kohdalla on varmistettava, ettei niiden paino tai taivutusmomentti ylitä automaattisen työkalunvaihtajan kapasiteettia.
Paletti
Paletin avulla työkappaleet voidaan kiinnittää koneen ulkopuolella, jolloin tuotanto ei keskeydy kiinnittämisen ajaksi. Tämä parantaa koneen käyttöastetta tuntuvasti verrattuna koneessa kiinnittämiseen.

Kulmapää
Sisäpuoliset jyrsintätyöt edellyttävät konekohtaisesti koneen karaan räätälöidyn kulmapään käyttöä. Pääkara pyörittää tällöin kulmapään karaa. Kulmapäät käyvät automaattiseen työkalunvaihtoon, ja ne voidaan säilyttää makasiinissa.


Interpolaatiosorvaus

Tämä koneistusvaihtoehto mahdollistaa symmetristen muotojen koneistamisen epäsymmetrisiin työkappaleisiin ja vähentää erikoistyökalujen tarvetta.Lue lisää interpolaatiosorvauksesta
Korkeapainepumppu
Useimmissa koneissa on valmius korkeille nestepaineille noin 70 baariin saakka (1015 psi).
