
Istukan valinta

Istukoihin kiinnitetään lieriövartisia työkaluja. Erilaisia istukkamalleja on paljon, ja valinta riippuu seuraavista tekijöistä:
- Työkalu: varsijyrsin, pora, kierretappi, kalvin
- Lastuttava materiaali ja työkappaleen toleranssivaatimus
- Tuotanto: isoja sarjoja vai vaihtelevaa tuotantoa
- Lastuamisneste: kuivana, emulsio, minimivoitelu – työkalun läpi vai ulkoisesti
Istukkavertailu
Alla olevan taulukon istukkamallivertailu auttaa valitsemaan työhön parhaiten sopivan istukan.
 |  |  |  |  | |
| Hydraulinen tarkkuus-istukka | Kutistusistukka | Voimaistukka | ER-kiristysholkki-istukka | Weldon | |
| Ulos vetävien voimien kesto, momentin- välityskyky | Erittäin hyvä | Erittäin hyvä | Hyvä | Tyydyttävä | Erittäin hyvä |
| Käsittelyn helppous | Erittäin hyvä | Tyydyttävä | Hyvä | Hyvä | Erittäin hyvä |
| Tarkkuus | Erittäin hyvä | Erittäin hyvä | Hyvä | Tyydyttävä | Tyydyttävä |
| Monipuolisuus | Erittäin hyvä | Hyvä | Erittäin hyvä | Erittäin hyvä | Tyydyttävä |
| Ulottuvuus | Erittäin hyvä | Erittäin hyvä | Tyydyttävä | Hyvä | Tyydyttävä |
Lieriövarsi
Kiinnitysvoimat jakautuvat lieriövarteen tasaisesti, mikä takaa parhaan heittotarkkuuden jyrsintään, poraukseen ja kalvintaan. Koska varressa ei ole tasoa tai muuta lukitusosaa, lieriövarren vääntö- ja aksiaalivoimien kesto on rajallinen.
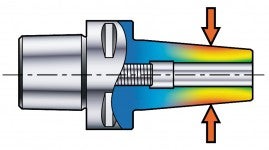
Hydrauli-istukka
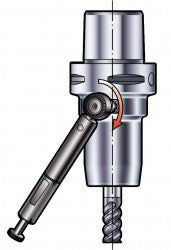
Hydraulikalvo takaa suuren kiinnitysvoiman ja hyvän heittotarkkuuden. Sen käsittely on helppoa ilman erillisiä laitteita. Holkkien käyttö vähentää tarvittavien istukoiden määrää ja mahdollistaa lastuamisnesteen syötön työkalun läpi (poraus) tai holkin läpi (jyrsintä).
Kutistusistukka
Istukan reikä on hieman vartta pienempi, työkalu kiinnitetään ja vaihdetaan kuumentamalla istukkaa, jolloin se laajenee. Istukan ja työkalun varren lämpölaajenemisen vuoksi kutistusistukoissa käytetään lähinnä täyskovametallisia työkaluja. Työkalun vaihtoon tarvitaan kuumennuslaite, ja jokaiselle varren halkaisijalle ja nestekanavamallille tarvitaan oma istukka. Kutistusistukka soveltuu siten parhaiten tuotantoympäristöön, jossa käytössä on asetushuone työkalunvaihtoja varten.
Kutistusistukka tarjoaa hyvän ulottuvuuden ja erinomaisen heittotarkkuuden. Kiinnitysvoima on kohtalainen tai korkea.
ER-kiristysholkki-istukka (DIN 6499)

Heittotarkkuus ja kiinnitysvoima eivät ole yhtä hyviä kuin hydrauli- ja kutistusistukoilla. Holkkien tarjoama monipuolisuus tekee ER-kiristysholkki-istukasta taloudellisen yleisistukan poraukseen ja kevyeen jyrsintään. Työkalu voidaan vaihtaa koneen vieressä kiinnityslaitteessa. Momenttiavainta on ehdottomasti käytettävä, sillä ylikiristäminen heikentää tarkkuutta ja vahingoittaa istukkaa.
Lieriövarsi ja taso
Tasolla varustettua lieriövartta käytetään töissä, joissa vääntömomentit ovat suuret ja siksi momentin kesto on heittotarkkuutta tärkeämpää.

Poraistukka ISO 9766 -varrelle

Poraistukka sopii keski- ja suurikokoisille porille. Poran varressa on taso koko matkalta, koska poraan kohdistuu vain työntäviä aksiaalivoimia (poran irtoamisesta ei ole vaaraa). Aksiaalinen kiinnityspinta takaa tukevuuden. Poraistukka eroaa Weldon-istukasta siten, että istukan kiinnitystaso on hiottu ja varsi on pidempi ja siksi tukevampi.
Weldon-istukka DIN 6535-HB -varsille
Weldon- eli jyrsinistukka on perinteinen jyrsinkoneiden kiinnitys. Lyhyet tasot tarjoavat vääntömomentin kestoa ja estävät työkalun irtoamisen. Varjopuolena on Weldon-istukan heittotarkkuus, joka on tärkeä tekijä jyrsintätyökalujen suorituskyvylle. Weldon-istukan sijaan käytetään usein kutistus- tai hydrauli-istukkaa.


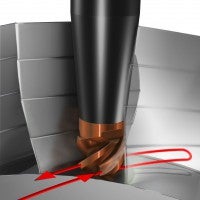
Modulaarinen ruuvikiinnitys

Modulaarisella ruuvikiinnityksellä on useita etuja jyrsinnässä ja avarruksessa. Pienissä koneissa istukan eliminointi mahdollistaa lyhyemmän mittapituuden, mikä vähentää tuntuvasti värinöitä. Pitkillä vapaapituuksilla varren materiaali ja muoto voidaan optimoida kiinteitä työkaluja helpommin.
Pitkät täyskovametalliset jyrsimet ovat melko kalliita, joten työkalukustannukset pienenevät, kun vain teräpää täytyy vaihtaa.
Peruskartiot
Käytetään lähinnä pienten ja keskikokoisten koneiden karoissa (HSK40/50/63 – jyrkkä kartio #30, 40 – C3/C4/C5/C6). Kaikki muut istukat lisäävät työkalukokoonpanon pituutta. Mittapituuden lyhentäminen pienemmäksi kuin 3 x laipan kiinnityshalkaisija on olennaista värinöiden vähentämiseksi ja tuottavuuden parantamiseksi.

Lieriömalli – teräs/täyskovametalli
Varren pituus valitaan tarjoamaan optimaalinen vapaapituus. Teräksisen suurin vapaapituus on 3 × D ja täyskovametallisen 8 × D.

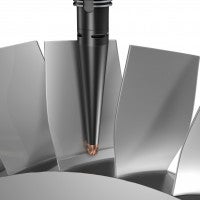
Kartiovarsi – teräs/täyskovametalli
Kartiomuoto tuo tuntuvasti lisää tukevuutta. Sitä tulisi käyttää aina ulottuvuuden ollessa riittävä sekä 5-akselisessa koneistuksessa. Kartiomallisista täyskovametallisista varsijyrsimistä luopuminen pienentää olennaisesti työkalukustannuksia. Teräksistä kartiovartta saa lieriömallina sekä Coromant Capto® -mallina.
Alikokoiset G-varret – heavy-malli
Jos vapaapituus on enemmän kuin kolme kertaa varren halkaisija, värinöiden vaara on suuri. Vapaapituuden minimointi on ehdottoman tärkeää. Alikokoiset G-varret ovat 0.3 mm (0.012 in) jyrsimen halkaisijaa pienempiä ja hydrauli-istukoille tarkoitettujen holkkien kanssa käytettynä varren pituuden optimointi on helppoa. Käyttöalue on 3–6 x varren halkaisija.

Lieriövarsi ja nelikulma tappikierteitykseen
Kierteitysistukat on tarkoitettu tappikierteitykseen koneilla, joissa on automaattinen työkalunvaihto. Istukan rakenne tasaa karan syötön ja tapin nousun väliset erot. Jopa mikrotason ero laskennallisen syötön ja kierretapin todellisen nousun välillä voi synnyttää erittäin suuria, tapin hampaiden kylkiin kohdistuvia työntövoimia ja kasvattaa lastuamisen aiheuttamaa painetta. Kun kierteitykseen käytetään tappia, jossa on lieriövarsi ja nelikulma, kierteitysistukan on ehdottomasti oltava samankokoinen kuin varsi/nelikulma.
Synkronoidut kierteitysistukat

Synkronoiduissa kierteitysistukoissa, kuten CoroChuck® 970, on mikroliikkeet kompensoiva mekanismi, joka eliminoi radiaaliset ja aksiaaliset poikkeamat. Istukka pienentää kierretapin hampaiden kylkiin kohdistuvia voimia, mikä pidentää tapin kestoikää ja parantaa kierteen pinnankarheutta. Synkronoiduissa kierteitysistukoissa käytetään ER-holkkeja, joissa on nelikulma. Nelikulmattomien holkkien käyttöä ei suositella, sillä suurten vääntövoimien vuoksi tappi voi pyöriä holkissa.
Pikavaihto

Pikavaihtokierteitysistukoiden kohdalla istukan oikea koko on myös tärkeä, sillä muuten tapin rikkoutumisvaara on suuri ja valmiin kierteen toleranssit kärsivät.
Jos koneella ei voi kierteittää synkronoidusti, parhaan tuloksen saamiseksi suosittelemme seuraavaa:
- Ohjelmoi syöttö 10 % laskennallista arvoa pienemmäksi (kierteen nousu, r/min). Näin tappi pystyy lastuamaan nousun tarkasti.
- Pienennä kierteityssyvyyttä 10 %, jottei tappi rikkoudu.
- Kierteitettäessä syviä reikiä pehmeään aineeseen, esim. alumiiniin, pienennä syöttöä ja syvyyttä 3–5 %.
Istukkasuosituksia
| Istukka | Ensisijainen valinta | Toissijainen valinta |
| Kääntöteräinen pora | Poraistukka | |
| Vaihtokärkinen pora | Hydraulinen tarkkuusistukka (käytä aina holkkia) Poraistukka | |
| Täyskovametallinen pora | Hydraulinen tarkkuusistukka Kutistusistukka | ER-kiristysholkki-istukka |
| Kalvimet | Hydraulinen tarkkuusistukka Kutistusistukka | ER-kiristysholkki-istukka |
| Kierretapit | Synkronoitu kierteitysistukka | ER-kiristysholkki-istukka Pikavaihtoistukka |
| Kääntöteräinen varsijyrsin | Hydraulinen tarkkuusistukka | Weldon-pidin |
| Vaihtoteräpäinen varsijyrsin | Hydraulinen tarkkuusistukka (isot koneet ja pitkät vapaapituudet) | Vaihtoteräpään liitäntäkappale (pienet ja keskisuuret koneet ja lyhyet vapaapituudet) |
| Täyskovametallinen varsijyrsin | Hydraulinen tarkkuusistukka Kutistusistukka | ER-kiristysholkki-istukka |
