
CoroCut® QD
Il sistema di troncatura più affidabile
Istruzioni di manipolazione degli utensili
Visualizzate e scaricate le istruzioni di manipolazione:
Istruzioni di manipolazione dei portautensili
Visualizzate e scaricate le istruzioni di manipolazione:
Troncatura lungo l'asse Y: presetting in macchina multi-task
Generalmente, con le macchine multi-task, la lunghezza dell'utensile viene misurata su un dispositivo ottico esterno alla macchina.
Troncatura lungo l'asse Y: misura con sonda nel centro di tornitura
Per la troncatura nei centri di tornitura, la lunghezza dell'utensile viene generalmente misurata con una sonda all'interno della macchina.
Troncatura lungo l'asse Y: setup nella macchina a fantina mobile
Scoprite come impostare l'utensile a stelo in una macchina a fantina mobile.
Consigli applicativi
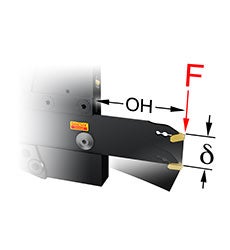
Suggerimenti applicativi per una maggiore durata utensile
Alcuni accorgimenti, quando effettivamente adottati, possono migliorare sensibilmente la durata utensile nelle operazioni di troncatura.

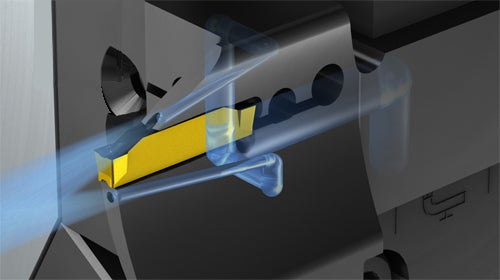
CoroCut® QD: Troncatura affidabile
Date un'occhiata più da vicino a CoroCut® QD in questo filmato.

Operazioni efficienti di troncatura e scanalatura
Scoprite come procedere alla troncatura e lavorare scanalature profonde senza compromettere la sicurezza del processo e l'efficienza di lavorazione.

Chi ne sa di più, guadagna di più
Scoprite tutti i vantaggi di un'efficace adduzione di refrigerante e come ottenere il massimo dalle operazioni di troncatura e scanalatura.
Raccomandazioni
Inserti

|

|

|

|

|
||
| Tipologia del materiale | Gruppo di materiali ISO |
Troncatura di tubi |
Troncatura di barre, condizioni buone |
Troncatura di barre, condizioni difficili |
Leggera interruzione |
Interruzione forte |
| Acciaio legato | P | GC4425 -CF | GC4425 -CM | GCC1135 -CR | GC1135 -CM | GC1135 -CR |
| Acciaio a basso tenore di carbonio | P | GC1125 -CL | GC1125 -CL | GC1135 -CR | GC1135 -CM | GC1135 -CR |
| Acciaio inossidabile | M | GC1125 -CM | GC1125 -CM | GC1135 -CM | GC1145 -CM | GC1145 -CM |
| Ghisa | K | GC4425 -CM | GC4425 -CM | GC1135 -CR | GC1135 -CR | GC1135 -CR |
| Metalli non ferrosi | N | H13A -CO | H13A -CO | H13A -CM | H13A -CM | H13A -CM |
| HRSA e titanio | S | GC1105 -CO | GC1105 -CO | GC1145 -CM | GC1145 -CM | GC1145 -CM |

|

|
|

|
||
| Tipologia del materiale | Gruppo di materiali ISO |
Scanalatura |
Tornitura di scanalature larghe |
Profilatura |
Troncatura lungo l'asse Y |
| Acciaio legato | P | GC4425 -CR | GC1125 -TF | GC4335 -RM | GC4425 -CH |
| Acciaio a basso tenore di carbonio | P | GC4425 -CL | GC1125 -TM | GC1125 -RM | GC1225 -CH |
| Acciaio inossidabile | M | GC1135 -TF | GC1135 -TF | GC1135 -RM | GC1135 -CH |
| Ghisa | K | GC4425 -CR | GC1125 -TM | GC4335 -RM | GC4425 -CH |
| Metalli non ferrosi | N | H13A -TF | H13A -TF | GC1125 -RM | H13A -CH |
| HRSA e titanio | S | GC1105 -TF | GC1105 -TF | GC1125 -RM | GC1105 -CO |
- Iniziate con i dati di taglio consigliati come scelta prioritaria
- Tutti i dati di taglio consigliati si riferiscono a lavorazioni senza refrigerante ad alta precisione
- Quando si utilizza il refrigerante ad alta precisione, aumentare la velocità del 30-50%
- Le geometrie -TF, -CF e -CH con design Wiper assicurano un'eccellente finitura superficiale
Per consigli su inserti e geometrie, vedere la pagina
Inserti e qualità per operazioni di troncatura e scanalatura.
Seguici e rimani aggiornato
Iscriviti ora alla nostra newsletter

Sandvik Italia SpA - Div. Coromant - Via A. Raimondi, 13 Milano - P. IVA 00750020158
02 94752020 沪ICP备20012694号-1 京公网安备 11010502044395号