
CoroCut® QI
Ottimizzato per scanalatura interna e scanalatura frontale su piccoli diametri
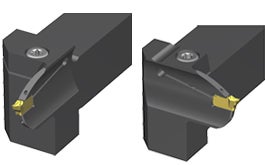
Come scegliere l'utensile per scanalatura frontale
Curva A o B
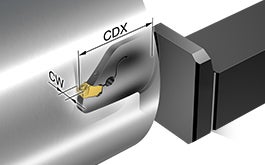
Larghezza inserto (CW)
Utilizzate l'inserto e l'utensile più larghi che possono essere utilizzati per la vostra scanalatura. Un attacco più largo è più rigido e conferisce una maggiore stabilità.

Profondità di taglio massima(CDX)
Utilizzare sempre un utensile con la profondità di taglio più piccola possibile (CDX) per ottenere la massima stabilità.

Intervallo diametri del primo taglio (DAXIN e DAXX)
Utilizzare l’utensile per il diametro più grande che si adatta alla scanalatura. Un utensile per un diametro maggiore è meno curvo e quindi più rigido e stabile. Inoltre, consente un controllo truciolo migliore.

Suggerimenti per l'applicazione

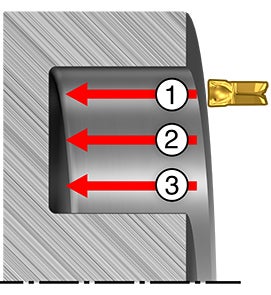
Metodi di scanalatura interna
A seconda dell'applicazione, è possibile adottare alcune diverse strategie quando si esegue la scanalatura interna.
Ulteriori informazioni su come applicare la sgrossatura con percorso utensile non lineare, sgrossatura con avanzamento radiale, sgrossatura con tornitura laterale e finitura, tra le altre importanti considerazioni.
Metodi di scanalatura frontale
A seconda dell'applicazione, nell'eseguire la scanalatura frontale è possibile adottare alcune strategie diversificate.
Ulteriori informazioni su come applicare la sgrossatura con avanzamento assiale, la sgrossatura con tornitura laterale e la finitura, tra le altre importanti considerazioni.
Sporgenza
Per evitare vibrazioni, il setup dovrebbe avere la sporgenza più corta con la geometria di taglio più leggera.
Raccomandazioni
Geometrie

| 
| 
| |
| -GF | -TF | -RM | |
| Applicazione: |
|
|
|
| Caratteristiche: |
|
|
|
Qualità
| GC1105 | GC1125 | GC1135 | GC1145 | H13A | |
| Materiali: | ISO S, M e N | ISO P, M, K e S | ISO P e M | ISO P, M e S | ISO N e S |
| Caratteristiche: |
|
|
|
|
|
| Geometrie: | -GF, -TF, -RM | -GF, -TF, -RM | -TF, -RM | -GF, -TF | -GF |
Qualità e geometrie di inserto di scelta prioritaria
 |

|
 |

|
|
| Scanalatura interna | Ampia scanalatura interna | Scanalatura frontale | Profilatura interna/frontale | |
| ISO P | -GF GC1125 | -TF GC1125 | -TF GC1125 | -RM GC1125 |
| ISO M | -GF GC1145 | -TF GC1135 | -TF GC1145 | -RM GC1135 |
| ISO K | -GF GC1125 | -TF GC1125 | -TF GC1125 | -RM GC1125 |
| ISO N | -GF H13A | -TF GC1105 | -TF GC1105 | -RM GC1125 |
| ISO S | -GF GC1105 | -TF GC1105 | -TF GC1105 | -RM GC1105 |
EasyFix™
Utilizzare sempre le barre CoroCut® QI con le pinze EasyFix™. Uno stantuffo a molla montato nel manicotto scatta in una scanalatura della barra per garantire la corretta altezza centrale per ogni impostazione dell'utensile. La guarnizione in metallo offre ottime prestazioni per pressioni del refrigerante fino a 150 bar.

Chiave dei codici
Steli QS™
| QS | - | QI | - | R | F | G | 15 | C | 2525 | - | 016 | B |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
Testina SL CoroTurn®
| SL | - | QI | - | R | G | 18 | C | 32 | - | 024 | A |
| 1 | 2 | 3 | 5 | 6 | 7 | 8 | 9 | 10 |
Barra di alesatura
| QI | - | R | AF | G | 06 | C | 25 | - | 016 | A |
| 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
- QS: Sistema di cambio rapido per steli
SL: Testine di taglio CoroTurn® SL - Famiglia di prodotti
- R: Utensile destro
L: Utensile sinistro - F/G: Tipo di supporto 0º/90º (steli)
AF/AG: Barra di alesatura per scanalatura frontale/interna
- Misura della sede inserto, E/F/G/H/J/K
- Profondità di taglio (CDX)
- C: adduzione interna di refrigerante
- Misura dello stelo/accoppiamento
- Scanalatura frontale: DAXIN, diametro minimo per primo taglio
Interno: Dmin1, diametro minimo del foro - Scanalatura frontale: tipo di curvatura A/B
Inserti
| QI | - | N | G | - | 0300 | - | 00 | 02 | - | GF |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
- Famiglia di prodotti
- Angolo del tagliente
N = Inserti neutri - Misura della sede inserto
E: 1.85–2.39 mm
F: 2.46–2.79 mm
G: 3 mm
H: 4 mm
J: 5 mm
- Larghezza inserto (CW)
0600: 6 mm
0500: 5 mm
0400: 4 mm
0300: 3 mm
0200: 2 mm - Angolo frontale dell'inserto
00: Nessun angolo, 0° - Raggi di punta dell'inserto
02: 0.2 mm
03: 0.3 mm
04: 0.4 mm
- Geometria dell'inserto
TF: Per scanalatura e tornitura laterale
GF: Base per scanalatura
RM: Per profilatura
Seguici e rimani aggiornato
Iscriviti ora alla nostra newsletter

Sandvik Italia SpA - Div. Coromant - Via A. Raimondi, 13 Milano - P. IVA 00750020158
02 94752020 沪ICP备20012694号-1 京公网安备 11010502044395号