
CoroThread® 266
Tornitura esterna e interna dei filetti altamente rigida
Il metodo OptiThreading™ risolve il problema dei trucioli e migliora la produttività
Un'azienda che produce perni filettati per il settore della generazione di elettricità aveva problemi di scarsa sicurezza del processo e mancanza di efficienza a causa della formazione di trucioli lunghi durante le operazioni di filettatura, con frequenti fermi macchina per ogni ciclo. Quando ha testato il metodo di filettatura OptiThreading™, ha ottenuto i seguenti risultati.
| Segmento industriale: | Generazione di elettricità |
| Operazione: | Tornitura di filetti |
| Filettatura: | 1-3/8” - 8 UN (passo di 3.175 mm), lunghezza di 300 mm |
| Macchina: | Doosan |
| Componente: | Perno a doppia filettatura |
| Materiale: | EN24 (SS2541) P2.2.Z.AN 235HB |
| Refrigerante: | Sì |
| Immagine non disponibile |  | |
 | ||
| I trucioli si sono rotti in modo da rendere efficiente la lavorazione mentre l'utensile si muoveva in entrata e in uscita dal taglio durante un ciclo di lavorazione continuo. | ||
| Portautensili | 266RFG-2525-16 | 266RFG-2525-16 |
| Inserto | 266RG-16UN01A080M 1125 | 266RG-16UN01A080M 1125 |
| Dati di taglio | ||
| Vc (m/min) | 50 | 110 |
| N (giri/min) | 456 | 1000 |
| Fn (mm/giro) | 3,175 | 3,175 |
| nap (numero di incrementi) | 17 | 15 |
| Risultati | ||
| Sfida | Necessità di fermarsi 3 volte, durante il ciclo, per eliminare i trucioli intorno al mandrino e al componente | Nessun problema di trucioli e raddoppio della produttività |
| Durata utensile, pezzi per tagliente | Non disponibile | Possibile raddoppio del numero di pezzi per tagliente |
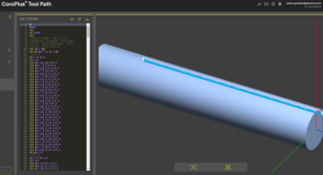
Il percorso utensile e il programma CN per OptiThreading™ sono stati generati dal software su web CoroPlus® Tool Path.
Informatevi sulla programmazione di OptiThreading™ e sottoscrivete una prova gratuita di 30 giorni.
"Non dobbiamo più fermarci tre volte, durante il ciclo, per eliminare i trucioli intorno al mandrino e al componente. Inoltre, rispetto a prima, produttività e durata utensile sono raddoppiati.”
- Azienda operante nel settore della generazione di elettricità
Controllo truciolo e miglioramento della qualità grazie al metodo OptiThreading™
Un produttore di viti speciali in acciaio non era soddisfatto dei ricorrenti problemi di processo causati dai trucioli lunghi. Inoltre, i componenti finiti presentavano bave all'inizio del filetto. Quando ha testato il metodo di filettatura OptiThreading™, ha ottenuto i seguenti risultati.
| Segmento industriale: | Lavorazione generale |
| Operazione: | Tornitura di filetti |
| Filettatura: | M24 (passo di 3 mm), lunghezza di 168 mm |
| Macchina: | Traub |
| Componente: | Vite speciale |
| Materiale: | 32CrNiMo6 QT |
| Refrigerante: | Sì |
| Immagine non disponibile | | |
 | ||
| I trucioli più corti hanno migliorato notevolmente la stabilità dell'operazione di tornitura dei filetti e hanno eliminato il problema delle bave all'inizio del filetto. | ||
| Portautensili | SER 2525 M16 (WNT) | 266RFG-2525-16 |
| Inserto | 16ER.3,00.ISO CWN 1525 | 266RG-16MM01A300M 1125 |
| Dati di taglio | ||
| Vc (m/min) | 90 | 106 |
| N (giri/min) | 1200 | 1400 |
| Fn (mm/giro) | 3 | 3 |
| nap (numero di incrementi) | 18 | 13 |
| Risultati | ||
| Motivo del cambio dell'utensile | Problemi con i trucioli lunghi | Nessun problema di trucioli |
| Durata utensile, pezzi per tagliente | 10 pz/tagliente | 20 pz/tagliente |
| Distanza di sollevamento in oscillazione | - | 0.2 |
Il percorso utensile e il programma CN per OptiThreading™ sono stati generati dal software su web CoroPlus® Tool Path.
Informatevi sulla programmazione di OptiThreading™ e sottoscrivete una prova gratuita di 30 giorni.
Operazioni di filettatura senza interruzioni grazie a OptiThreading™
Un produttore di aste filettate in acciaio aveva problemi legati alla scarsa produttività e alla necessità di presidiare la produzione a causa di un inadeguato controllo truciolo. Quando ha testato il metodo di filettatura OptiThreading™, ha ottenuto i seguenti risultati.
| Segmento industriale: | Lavorazione generale |
| Operazione: | Tornitura di filetti |
| Filettatura: | MF40 X 3, lunghezza di 187 mm |
| Macchina: | Biglia B545-SL |
| Componente: | Asta filettata |
| Materiale: | Acciaio inossidabile Aisi303 |
18%
Aumento della produttività
+15%
Riduzione tempo ciclo totale
+23%
Riduzione dei costi
 |  | |
| I trucioli lunghi che si formavano su torretta e utensile dovevano essere rimossi e provocavano continui arresti della lavorazione. | I trucioli più corti hanno permesso di procedere senza arresti imprevisti. La maggiore prevedibilità dell'usura degli utensili ha migliorato anche la pianificazione della produzione. | |
| Portautensili | 266RFG-2525-16 | 266RFG-2525-16 |
| Inserto | 266RG-16MM01A300M-1125 | 266RG-16MM01C300M 1125 |
| Dati di taglio | ||
| Vc (m/min) | 119 | 119 |
| N (giri/min) | 947 | 947 |
| Fn (mm/giro) | 3 | 3 |
| nap (numero di incrementi) | 15 | 13+1 (zero passate) |
| Risultati | ||
| Sfida | Controllo truciolo inadeguato e diversi fermi macchina | Buon controllo truciolo, produzione sicura e durata utensile prevedibile |
Il percorso utensile e il programma CN per OptiThreading™ sono stati generati dal software su web CoroPlus® Tool Path.
Informatevi sulla programmazione di OptiThreading™ e sottoscrivete una prova gratuita di 30 giorni.
Il metodo OptiThreading™ risolve il problema dei trucioli
Un'azienda che produce tiranti per l'industria automotive aveva problemi di qualità ed efficienza a causa della formazione di trucioli lunghi nelle operazioni di filettatura. Quando ha testato il metodo di filettatura OptiThreading™, ha ottenuto i seguenti risultati.
| Segmento industriale: | Generale |
| Operazione: | Tornitura di filetti |
| Filettatura: | Trapezoidale, passo di 4 mm, diametro di 80 mm x lunghezza di 465 mm |
| Macchina: | Mazak |
| Componente: | Tirante |
| Materiale: | 42CrMo |
| Refrigerante: | Sì |
 | 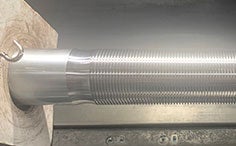 | |
| I trucioli lunghi si aggrovigliavano intorno al pezzo e causavano problemi che richiedevano l'attenzione e l'intervento degli operatori. | I trucioli più corti si rompono in modo da rendere efficiente la lavorazione e gli operatori possono evitare di presidiare il processo per concentrarsi su altri compiti. | |
| Portautensili | 266RFG-2525-22 | 266RFG-2525-22 |
| Inserto | 266RG-22TR01F400E 1020 | 266RG-22TR01F400E 1020 |
| Dati di taglio | ||
| Vc (m/min) | - | - |
| N (giri/min) | 379 | 379 |
| Fn (mm/giro) | 4 | 4 |
| nap (numero di incrementi) | 15 | |
| Risultati | ||
| Motivo del cambio dell'utensile | Problemi con i trucioli lunghi. Necessità di fermarsi 2-3 volte per ogni componente | Nessun problema di trucioli |
| Durata utensile, pezzi per tagliente | 25 pz/tagliente | 15 pz/tagliente |
| Distanza di sollevamento in oscillazione | 0 | 0.6 |

Il percorso utensile e il programma CN per OptiThreading™ sono stati generati dal software su web CoroPlus® Tool Path.
Informatevi sulla programmazione di OptiThreading™ e sottoscrivete una prova gratuita di 30 giorni.
“Il numero di componenti per inserto che riusciamo a produrre è diminuito ma abbiamo ottenuto un perfetto controllo truciolo che, in questo caso, ha per noi un valore decisamente superiore. Non essendo costretti a monitorare il processo di lavorazione, i nostri operatori hanno potuto concentrarsi su altri compiti.”
- Produttore di componenti automotive
Seguici e rimani aggiornato
Iscriviti ora alla nostra newsletter

Sandvik Italia SpA - Div. Coromant - Via A. Raimondi, 13 Milano - P. IVA 00750020158
02 94752020 沪ICP备20012694号-1 京公网安备 11010502044395号