Nella seguente tabella sono riportati suggerimenti per la risoluzione dei problemi legati a vibrazioni, intasamento da truciolo, rimacinazione dei trucioli, finitura superficiale insoddisfacente, formazione di bave, potenza della macchina e usura dell'utensile.
Causa
Soluzione
Vibrazioni
Fissaggio debole
Valutare la direzione delle forze di taglio e fornire un supporto adeguato o migliorare il fissaggio
Ridurre le forze di taglio diminuendo la profondità di taglio, ap
Selezionare una fresa a passo largo e differenziato con azione di taglio più positiva
Selezionare una geometria con piccolo raggio di punta e piccola fascetta parallela
Selezionare un inserto non rivestito a grana fine o un rivestimento più sottile
Evitare di lavorare nei punti in cui il pezzo ha meno supporto contro le forze di taglio
Pezzo debole in senso assiale
Considerare una fresa per spallamenti retti (angolo di registrazione di 90 gradi) con geometria positiva
Selezionare un inserto con geometria -L
Ridurre la forza di taglio assiale – scegliere valori più bassi per profondità di taglio, raggio di punta e fascetta parallela
Selezionare una fresa a passo largo e differenziato
Controllare l'usura dell'utensile
Controllare il runout dell'utensile
Migliorare il bloccaggio dell'utensile
Sporgenza dell'utensile troppo lunga
Minimizzare la sporgenza
Usare frese a passo largo e differenziato
Bilanciare le forze di taglio radiali e assiali – angolo di registrazione di 45 gradi, ampio raggio di punta o fresa a inserti rotondi
Aumentare l'avanzamento per dente
Usare una geometria di inserto ad azione di taglio leggera
Ridurre la profondità di taglio assiale, af
Usare la fresatura discorde in finitura
Utilizzare frese sovradimensionate e adattatori di accoppiamento Coromant Capto®
Per le frese a candela in metallo duro integrale e le frese a testina intercambiabile, provare un utensile con meno denti e/o maggiore angolo d'elica
Fresatura di spallamenti retti con mandrino debole
Selezionare una fresa del più piccolo diametro possibile
Selezionare fresa e inserti positivi ad azione di taglio leggera
Provare la fresatura discorde
Verificare che la flessione del mandrino sia accettabile per la macchina
Avanzamento tavola irregolare
Provare la fresatura discorde
Serrare il meccanismo di avanzamento della macchina: regolare la vite di avanzamento sulla macchina CNC
Regolare la vite di bloccaggio o sostituire la vite a sfere sulle macchine tradizionali
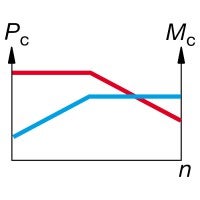
Dati di taglio
Ridurre la velocità di taglio, vc
Aumentare l'avanzamento, fz
Modificare la profondità di taglio, ap
Stabilità inadeguata
Ridurre la sporgenza
Migliorare la stabilità
Vibrazioni nei raccordi
Programmare un ampio raggio di punta con avanzamento ridotto
Intasamento da truciolo Problema comune nella scanalatura di cave dal pieno – soprattutto sui materiali a truciolo lungo
Danneggiamento dello spigolo dell'inserto
Scheggiatura e rottura del tagliente
Rimacinazione dei trucioli
Favorire l'evacuazione truciolo utilizzando fluido da taglio o aria compressa, in modo abbondante e ben direzionato
Ridurre l'avanzamento, fz
Suddividere i tagli profondi in diverse passate
Provare la fresatura discorde nell'esecuzione di cave profonde
Usare frese a passo largo
Usare frese a candela in metallo duro integrale o frese a testina intercambiabile con due o tre taglienti al massimo e/o un maggior angolo d'elica
Rimacinazione dei trucioli Problema frequente nella scanalatura di cave dal pieno e nell'esecuzione di tasche – soprattutto su titanio. Comune anche nella fresatura di cavità e tasche profonde sulle macchine verticali.
Frattura del tagliente
Conseguenze negative su durata utensile e sicurezza
Intasamento da truciolo
Evacuare i trucioli in modo efficace, con aria compressa o abbondante fluido da taglio – preferibilmente con adduzione interna di refrigerante
Modificare la posizione della fresa e il percorso utensile
Ridurre l'avanzamento, fz
Suddividere i tagli profondi in diverse passate
Finitura superficiale insoddisfacente
Valore eccessivo di avanzamento per giro
Impostare la fresa assialmente o classificare gli inserti. Controllare l'altezza con l'indicatore
Controllare il runout del mandrino e le superfici di montaggio della fresa
Ridurre l'avanzamento per dente al 70% della larghezza della fascetta parallela
Se possibile, utilizzare inserti raschianti (per le operazioni di finitura)
Per lavorare con dati di taglio ottimizzati, ottenere componenti della migliore qualità possibile e salvaguardare la durata utensile, controllare sempre l'inserto/tagliente dopo la lavorazione. Fare riferimento a questo elenco di cause e soluzioni per le diverse forme di usura degli inserti.
Causa
Soluzione
Usura sul fianco Usura rapida che causa finitura superficiale insoddisfacente o mancato rispetto delle tolleranze..
Velocità di taglio troppo alta
Resistenza all'usura insufficiente
Avanzamento, fz, troppo basso
Ridurre la velocità di taglio, vc
Selezionare una qualità più resistente all’usura
Aumentare l'avanzamento, fz
Usura sul fianco Usura eccessiva che causa una breve durata utensile.
Vibrazioni
Rimacinazione dei trucioli
Formazione di bave sul componente
Finitura superficiale insoddisfacente
Generazione di calore
Rumore eccessivo
Aumentare l'avanzamento, fz
Utilizzare la fresatura concorde
Evacuare i trucioli efficacemente usando aria compressa
Controllare i dati di taglio raccomandati
Usura sul fianco Usura non uniforme che danneggia gli spigoli.
Runout dell’utensile
Vibrazioni
Breve durata utensile
Finitura superficiale inaccettabile
Elevato livello di rumorosità
Forze radiali troppo elevate
Ridurre il runout al di sotto di 0.02 mm (0.0008 poll.)
Controllare mandrino e pinza
Ridurre al minimo la sporgenza dell'utensile
Impegnare meno denti nel taglio
Scegliere un utensile di maggiore diametro
Per le frese a candela in metallo duro integrale e le frese a testina intercambiabile, selezionare una geometria dell'elica maggiore (gp ≥45°)
Suddividere la profondità di taglio assiale, ap, in più di una passata
Ridurre l'avanzamento, fz
Ridurre la velocità di taglio, vc
HSM richiede passate poco profonde
Migliorare il bloccaggio dell'utensile e del pezzo
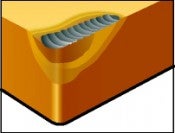
Craterizzazione Usura eccessiva con indebolimento del tagliente. Una rottura sul bordo posteriore del tagliente produce una finitura superficiale insoddisfacente.
Usura per diffusione causata da temperature di taglio eccessive sul petto dell'inserto
Scegliere una qualità rivestita Al203
Scegliere una geometria di inserto positiva
Ridurre prima la velocità per ottenere una temperatura più bassa e poi l’avanzamento
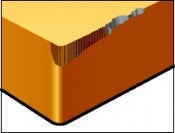
Deformazione plastica Deformazione plastica del tagliente, depressione o impressione sul fianco che causano insufficiente controllo del truciolo, finitura superficiale insoddisfacente e rottura dell'inserto.
Temperatura e pressione di taglio troppo elevate
Selezionare una qualità più resistente all'usura (più dura)
Ridurre la velocità di taglio, vc
Ridurre l'avanzamento, fz
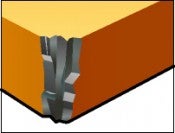
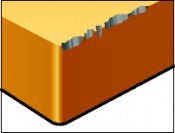
Scheggiatura La parte del tagliente non impegnata nel taglio è danneggiata dal martellamento dei trucioli. Sia la parte superiore che il supporto dell'inserto possono essere danneggiati, causando rugosità superficiale insoddisfacente e usura sul fianco eccessiva.
I trucioli sono deviati contro il tagliente
Selezionare una qualità più tenace
Scegliere un inserto con un tagliente più robusto
Aumentare la velocità di taglio, vc
Selezionare una geometria positiva
Ridurre l’avanzamento all’inizio del taglio
Migliorare la stabilità
Scheggiatura Piccole fratture sul tagliente (sbordatura) con finitura superficiale insoddisfacente ed eccessiva usura sul fianco.
Qualità troppo fragile
Geometria d'inserto troppo debole
Tagliente di riporto
Selezionare una qualità più tenace
Scegliere un inserto con una geometria più robusta
Aumentare la velocità di taglio, vc, o scegliere una geometria positiva
Ridurre l’avanzamento all’inizio del taglio
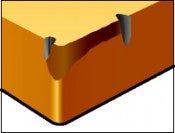
Usura ad intaglio Usura ad intaglio con finitura superficiale insoddisfacente e rischio di rottura del tagliente.
Materiali soggetti ad incrudimento
Crosta e scaglie
Ridurre la velocità di taglio, vc
Selezionare una qualità più tenace
Usare una geometria più robusta
Usare un angolo di taglio più vicino a 45 gradi
Per il migliore risultato, usare inserti rotondi
Ricorrere a una tecnica con ap variabile
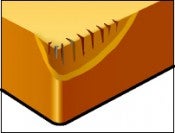
Microfessurazioni termiche Piccole microfessurazioni perpendicolari al tagliente con sbordatura e finitura superficiale insoddisfacente a causa delle variazioni di temperatura.
Lavorazione a taglio interrotto
Adduzione di fluido da taglio variabile
Selezionare una qualità più tenace con maggiore resistenza alle sollecitazioni termiche
Il fluido da taglio deve essere applicato abbondantemente o non applicarlo affatto
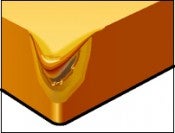
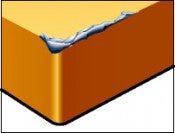
Tagliente di riporto (T.d.R.)) Tagliente di riporto con conseguente finitura superficiale insoddisfacente e sbordatura del tagliente allo strappo del tagliente di riporto.
Temperatura nella zona di taglio troppo bassa
Materiale con forte tendenza all'incollamento, come acciaio a basso tenore di carbonio, acciai inossidabili e alluminio
Aumentare la velocità di taglio, vc
Passare a una geometria dell'inserto più adatta
Tagliente di riporto (T.d.R.)) Il materiale del pezzo si salda al tagliente.