
Havşa/pah frezeleme
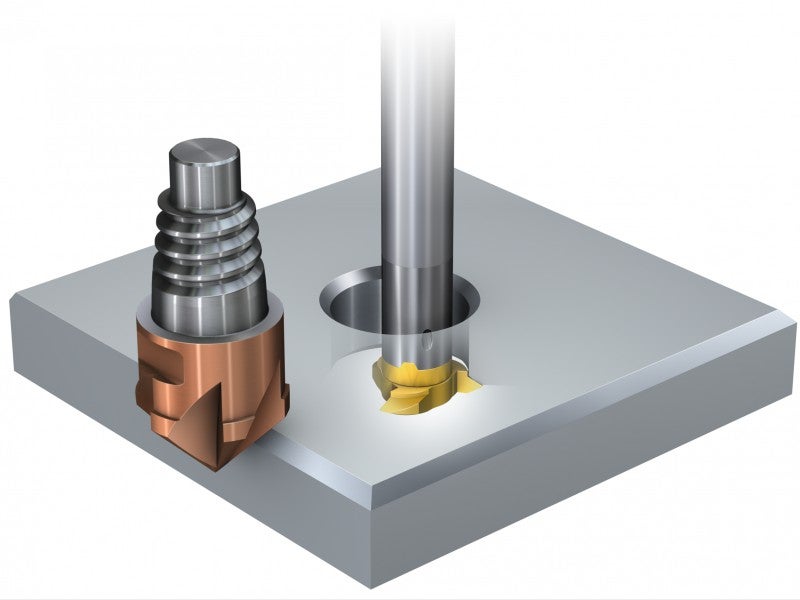
Havşalar/pahlar, kesimler, dip boşaltma, kaynak ağzı açma ve iş parçası kenarlarından çapak alınması sık yapılan havşa/pah frezeleme işlemleridir. Tezgahın ve kurulumun tipine göre bu işlemler çok çeşitli şekilde gerçekleştirilebilirler. Küçük bir yüzey frezesi, uzun kenarlı bir freze, bir parmak frezesi veya özel bir havşa/pah açma frezesi kullanılabilir.
Takım seçimi
Havşa/pah açma frezeleri
Havşa/pah açma takımının seçimi aşağıdakiler gibi çeşitli faktörlere bağlıdır:
- Yapılacak işlem ön havşa/pah açma mı veya geri havşa/pah açma mı
- Havşa/pah açma açısı
- Maks havşa/pah derinliği
- işlenecek olan malzeme
Ön havşa/pah açma işlemlerinde, en önemli hususlardan biri de tezgahta kullanılan takım montajı olacaktır. Geri havşa/pah açma işlemleri için delik boyutu, freze boyutunu da sınırlayacak ve bu da takım seçimini etkileyecektir. Delik işlemlerinde küçük havşalar/pahlar için erişilebilirlik nedenleriyle yekpare karbür bir takımın kullanılması gerekirken daha büyük özellikte olanlar için değiştirilebilir frezeleme takımları kullanılmalıdır.
Tamamlayıcı havşa/pah açma frezeleri
Fener milinin veya iş parçasının eğilebileceği 4 ve 5 eksenli tezgahlarda, havşa/pah açma ve çapak alma için aşağıdaki gibi bir dizi takım kullanılabilir:
- 90 derece parmak frezeler
- 45 derece yüzey frezeleri
- Büyük havşalar/pahlar için uzun kenarlı frezeler kullanılabilir

Nasıl uygulanır
Kesme değerleri
Normalde kesme derinliği ap ve kesme genişliği ae freze çapına göre küçüktür. Bu, küçük kavrama için daha yüksek kesme hızı önerilerinin kullanılması gerektiği anlamına gelir. Diş başına ilerleme fz önemli ölçüde artırılabilir. Yüzey kalitesinin talepleri fz değerini sınırlar.

Deliğe havşa/pah açma
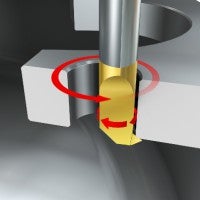
Hem havşa/pah açma ve hem de diş çekme yapabilen bazı frezeler ile diş çekme operasyonunu tamamladıktan sonra aynı takım ve kesici ucu kullanarak bir deliğe havşa açmak mümkündür. Bu, dairesel bir frezeleme yolu kullanılarak gerçekleştirilir, aşağıdaki programlama sırasına bakınız.
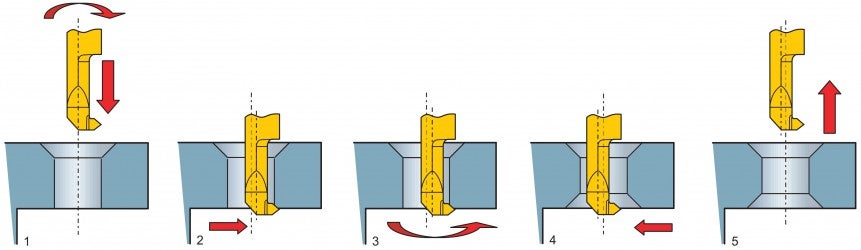
Takım uzunluğu ve radyüsünün sıfır noktası
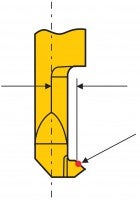
- Frezeyi döner biçimde merkezleyerek delinmiş deliğin üzerine yerleştirin ve eksenel olarak flanş derinliğine hareket ettirin (Z = flanş yüksekliği – havşa/pah boyutu)
- Radyüs telafisi ile bağlamak için frezeyi ilerletin (Y = delik radyüsü)
- 360 interpolasyon uygulayın
- Tekrar delik merkezine ilerletin
- Frezeyi geri çekin
Not: Havşa/pah boyutunu ayarlamak için Z pozisyonunu değiştirin (delik üzerinde sürtünmeye neden olabileceği için çapı ayarlamayın).
